TMS için kesici uçlar • Vida dişi frezeleme • İç çap UN vida dişi



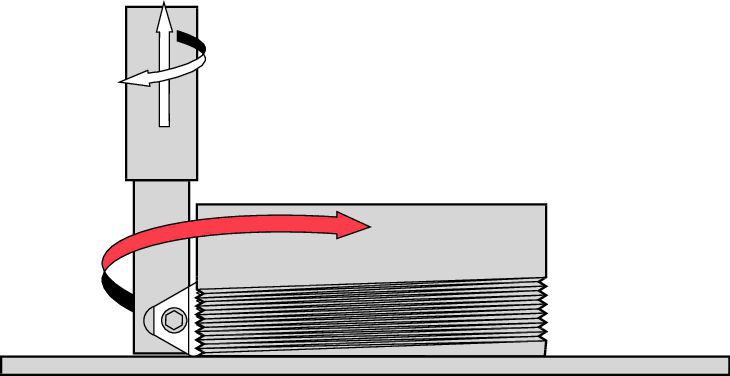 |  |
| Sağ yönlü vida dişi... geleneksel frezeleme | Sol yönlü vida dişi... geleneksel frezeleme |
 |  |
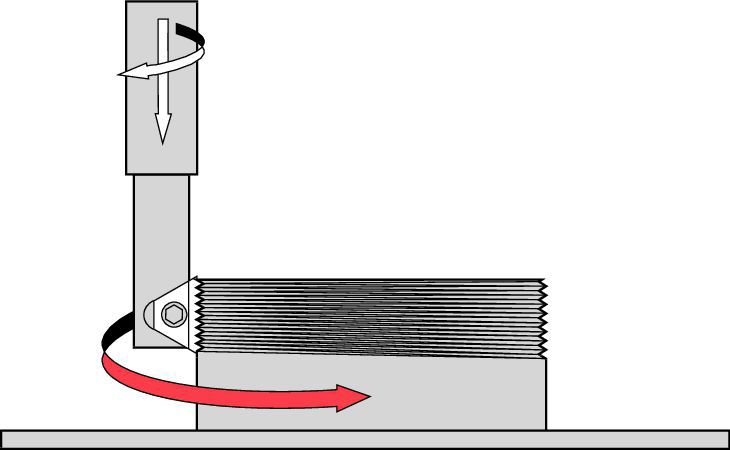
| Sağ yönlü vida dişi... saat yönü frezeleme | Sol yönlü vida dişi... saat yönü frezeleme |
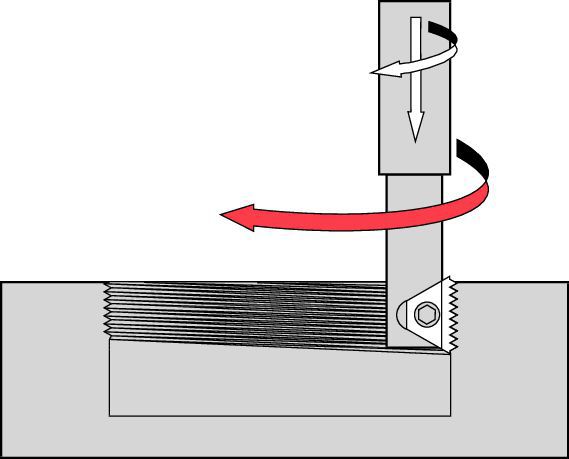 | 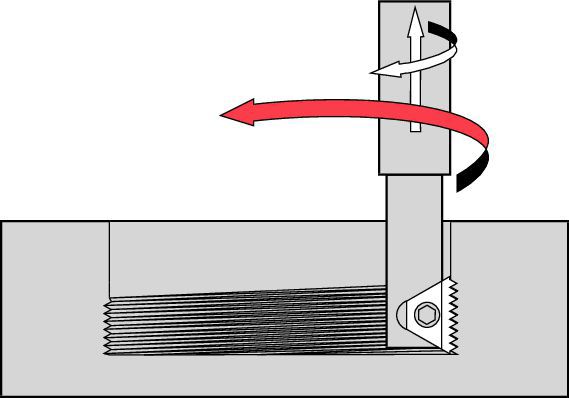 |
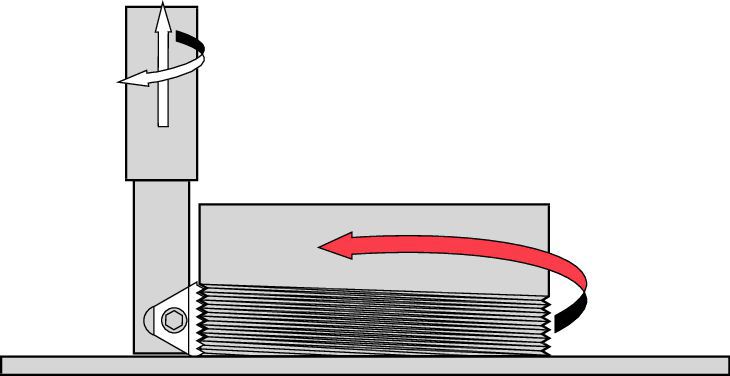
| Sağ yönlü vida dişi... geleneksel frezeleme | Sol yönlü vida dişi... geleneksel frezeleme |
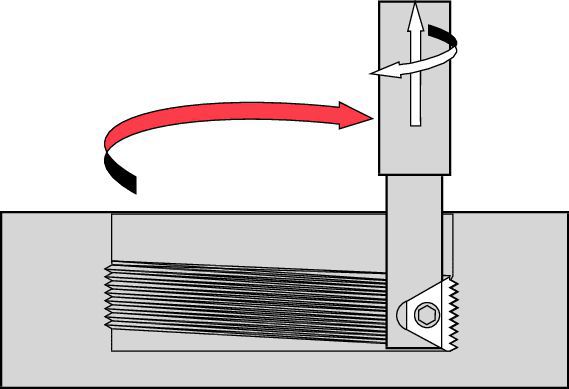 | 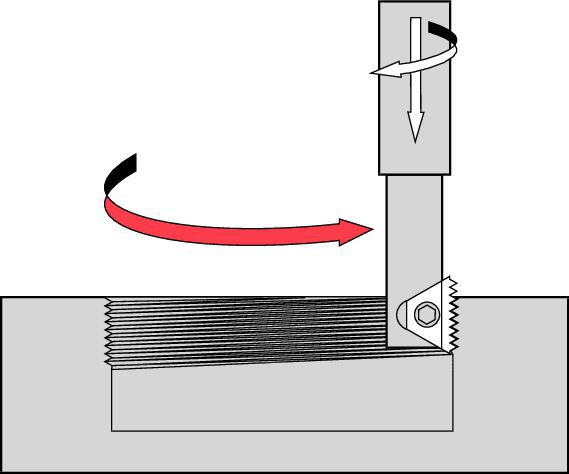 |
| Sağ yönlü vida dişi... saat yönü frezeleme | Sol yönlü vida dişi... saat yönü frezeleme |
| Freze | TPI | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5.5 | 5 | 4.5 | 4.5 | 4 | 4 |
| Hatve mm | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | – | 6,0 | – | |
| Freze çapı (D1 mm) | Minimum delik çapı (D) (mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8,89 | 9,50 | 10,01 | 10,69 | 11,40 | ||||||||||||
| K045TM1RW050-STN11N | 11,43 | 11,99 | 12,50 | 13,21 | 13,89 | 14,50 | |||||||||||
| K049TM1RW037LT11S | 12,45 | 13,00 | 13,49 | 14,20 | 14,91 | 15,49 | |||||||||||
| K061TM1RW062-STN16T | 15,49 | 16,00 | 16,51 | 16,94 | 17,91 | 18,49 | 19,51 | ||||||||||
| K067TM2RW075-STN11D | 17,02 | 17,60 | 18,21 | 19,00 | 19,61 | 19,99 | 21,01 | ||||||||||
| K075TM1RW075-STN16T | 19,05 | 19,71 | 20,40 | 21,01 | 21,59 | 22,00 | 23,01 | ||||||||||
| K079TM1RW075-STN16N | 20,07 | 20,70 | 21,41 | 22,00 | 22,61 | 23,01 | 24,00 | ||||||||||
| K087TM1RW100-STN16L | 22,10 | 22,68 | 23,39 | 24,00 | 24,61 | 24,99 | 26,01 | ||||||||||
| K102TM2RW100-STN16D | 25,91 | 26,70 | 27,41 | 27,99 | 28,70 | 29,31 | 30,30 | ||||||||||
| K118TM1RW100-STN27N | 29,97 | 30,71 | 31,39 | 32,00 | 32,79 | 33,50 | 34,59 | 36,60 | 38,99 | 42,01 | 45,01 | 48,01 | |||||
| K146TM1RW125-STN27N | 37,08 | 38,00 | 38,61 | 39,50 | 40,41 | 41,00 | 42,01 | 43,99 | 46,48 | 49,00 | 51,99 | 55,50 | |||||
| K165TM2RW125-STN27D | 41,91 | 43,21 | 43,79 | 45,01 | 46,00 | 46,51 | 47,40 | 49,00 | 51,99 | 54,51 | 57,61 | 60,99 | |||||
| – | 1.38 (UN) | — | — | — | — | — | — | — | — | — | 50,01 | — | 46,81 | — | 44,60 | — | 56,59 |
| – | 1.38 (ISO) | — | — | — | — | — | — | — | — | — | 50,01 | 53,39 | 42,49 | 50,01 | — | 57,51 | — |
| – | 1.38 (BSW) | — | — | — | — | — | — | — | — | — | 49,81 | — | 46,51 | — | 47,40 | — | — |
| Freze | TPI | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5,5 | 5 | 4,5 | 4,5 | 4 | 4 |
| Hatve mm | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | – | 6,0 | – | |
| Freze çapı (D1 mm) | Minimum delik çapı (D) (mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8,89 | 9,50 | 10,01 | 10,69 | 11,40 | ||||||||||||
| K045TM1RW050-STN11N | 11,43 | 11,99 | 12,50 | 13,21 | 13,89 | 14,50 | |||||||||||
| K049TM1RW037LT11S | 12,45 | 13,00 | 13,49 | 14,20 | 14,91 | 15,49 | |||||||||||
| K061TM1RW062-STN16T | 15,49 | 16,00 | 16,51 | 16,94 | 17,91 | 18,49 | 19,51 | ||||||||||
| K067TM2RW075-STN11D | 17,02 | 17,60 | 18,21 | 19,00 | 19,61 | 19,99 | 21,01 | ||||||||||
| K075TM1RW075-STN16T | 19,05 | 19,71 | 20,40 | 21,01 | 21,59 | 22,00 | 23,01 | ||||||||||
| K079TM1RW075-STN16N | 20,07 | 20,70 | 21,41 | 22,00 | 22,61 | 23,01 | 24,00 | ||||||||||
| K087TM1RW100-STN16L | 22,10 | 22,68 | 23,39 | 24,00 | 24,61 | 24,99 | 26,01 | ||||||||||
| K102TM2RW100-STN16D | 25,91 | 26,70 | 27,41 | 27,99 | 28,70 | 29,31 | 30,30 | ||||||||||
| K118TM1RW100-STN27N | 29,97 | 30,71 | 31,39 | 32,00 | 32,79 | 33,50 | 34,59 | 36,60 | 38,99 | 42,01 | 45,01 | 48,01 | |||||
| K146TM1RW125-STN27N | 37,08 | 38,00 | 38,61 | 39,50 | 40,41 | 41,00 | 42,01 | 43,99 | 46,48 | 49,00 | 51,99 | 55,50 | |||||
| K165TM2RW125-STN27D | 41,91 | 43,21 | 43,79 | 45,01 | 46,00 | 46,51 | 47,40 | 49,00 | 51,99 | 54,51 | 57,61 | 60,99 | |||||
| – | 35,05 (UN) | – | – | – | – | – | – | – | – | – | 50,01 | – | 46,81 | – | 44,60 | – | 56,59 |
| – | 35,05 (ISO) | – | – | – | – | – | – | – | – | – | 50,01 | 53,39 | 42,49 | 50,01 | – | 57,51 | – |
| – | 35,05 (BSW) | – | – | – | – | – | – | – | – | – | 49,81 | – | 46,51 | – | 47,40 | – | – |
| İş parçası malzemesi | Kesme hızı; | Devir sayısı başına ilerleme oranı (mm) |
| KC635M | ||
| Karbon çelikleri 187 HB | 90–210 | 0,10–0,20 |
| Karbon çelikleri 187–220 HB | 90–150 | 0,10–0,15 |
| Alaşım çeliği 200–250 HB | 60–130 | 0,10–0,15 |
| Alaşım çeliği 250–325 HB | 50–90 | 0,10–0,15 |
| Paslanmaz çelik, ostenitik 210 HB | 90–140 | 0,10–0,15 |
| Paslanmaz çelik, martensitik 321 HB | 80–110 | 0,05–0,15 |
| Paslanmaz çelik, ferritik 245 HB | 110–170 | 0,05–0,10 |
| Döküm çelik 140 HB | 110–170 | 0,05–0,15 |
| Döküm çelik 220 | 70–130 | 0,05–0,10 |
| Titanyum alaşımlar | 60–120 | 0,03–0,08 |
| Isıl dirençli (nikel ve demir esaslı) | 20–45 | 0,03–0,05 |
| Isıl dirençli (kobalt esaslı) | 15–30 | 0,03–0,05 |
| Dökme demir | 80–110 | 0,05–0,15 |
| Temperlenmiş demir | 80–120 | 0,03–0,08 |
| İş parçası malzemesi | Kesme hızı | Devir sayısı başına ilerleme oranı (mm) |
| KC635M | ||
| Karbon çelikler 187 HB | 90–210 | 0,10–0,20 |
| Karbon çelikler 187–220 HB | 90–150 | 0,10–0,15 |
| Alaşımlı çelik 200–250 HB | 60–130 | 0,10–0,15 |
| Alaşımlı çelik 250–325 HB | 50–90 | 0,10–0,15 |
| Paslanmaz çelik, östenitik 210 HB | 90–140 | 0,10–0,15 |
| Paslanmaz çelik, martensitik 321 HB | 80–110 | 0,05–0,15 |
| Paslanmaz çelik, ferritik 245 HB | 110–170 | 0,05–0,10 |
| Döküm çelik 140 HB | 110–170 | 0,05–0,15 |
| Döküm çelik 220 | 70–130 | 0,05–0,10 |
| Titanyum alaşımlar | 60–120 | 0,03–0,08 |
| Isıl dirençli (nikel ve demir esaslı) | 20–45 | 0,03–0,05 |
| Isıl dirençli (kobalt esaslı) | 15–30 | 0,03–0,05 |
| Dökme demir | 80–110 | 0,05–0,15 |
| Dövülebilir demir | 80–120 | 0,03–0,08 |
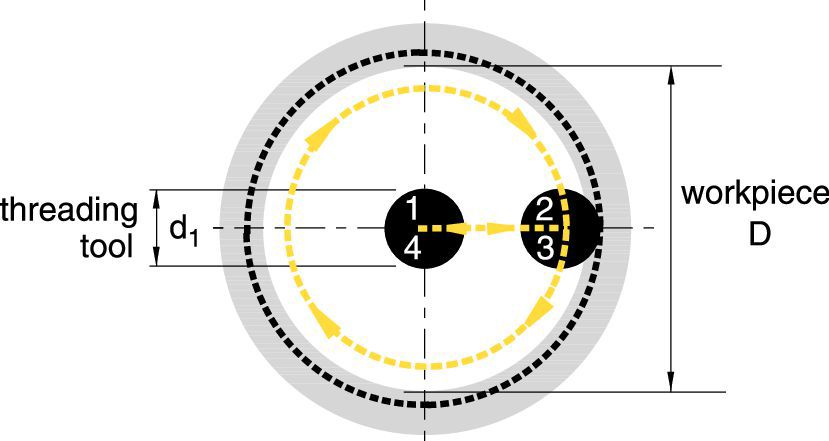
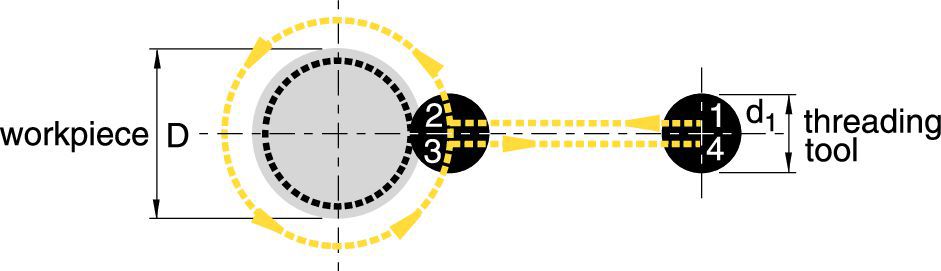
| 1–2: | Radyal giriş |
| 2–3: | Bir tam yörünge sırasında helisel hareket (360°) |
| 3–4: | Radyal geri çıkış |
| P1 = F1 + | (F1 x d1) | 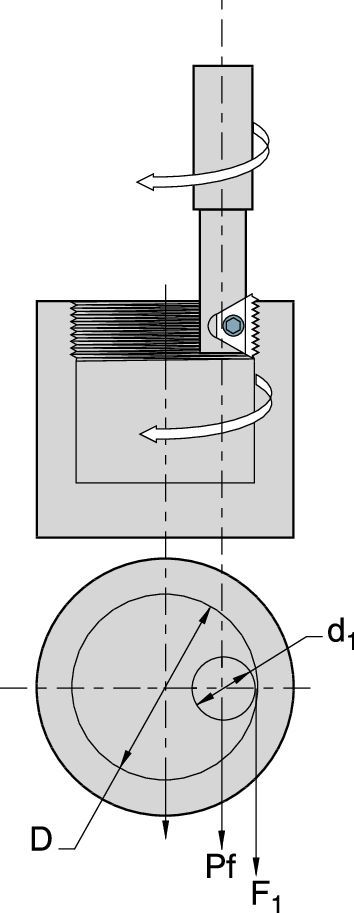 |  |
| D | Dış çap vida dişi | İç çap vida dişi | |
| P1 = Program ilerleme oranı (mm/dk.) D = Dış çap (dış çap vida dişi) D = Diş dibi çapı (iç çap vida dişi) d1 = Kesme çapı, kesici uç üstü | Takım ve İş parçası | ||
| F1 = fz x Z x n | RPM = | 12 x SFM | |
| π x d 1 | |||
| F1 =Kesme kenarında takım ilerleme oranı (inç/dk.) fz=Diş başına inç (ilerleme oranı) Z=Frezedeki etkin kesici uç sayısı n=Dönme hızı (işmili RPM=Devir) | AFM (Yüzey ilerleme m/dk.)=Kesme hızı, takımın dakikada aldığı yol d1 =Freze ucu, kesici uç π üzerinde=3,1416 | ||
 |  |
| İç çap vida dişi | Dış çap vida dişi |
| pitch (TPI) | 24 | 20 | 16 | 12 |
| pitch mm | 1,0 | 1,25 | 1,5 | 2,0 |
| cutter dia. d1 | minimum bore diameter D | |||
| .67 | .748 | .772 | .787 | .827 |
| .75 | .827 | .850 | .866 | .906 |
| .79 | .866 | .890 | .906 | .945 |
| Kesici uç IC | a (mm) | Hatve (TPI) | İç çap vida dişi | b | Diş sayısı | Kalite | Dış çap vida dişi | b | Diş sayısı | Kalite | Freze tipi | ||
| Katalog numarası | KC610M | KC620M | Katalog numarası | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | 14,99 | 19 | STN16 32UN-E | 14,99 | 19 | |||||||
| 28 | STN16 28UN-I | 14,48 | 16 | STN16 28UN-E | 14,48 | 16 | |||||||
| 27 | STN16 27UN-I | 14,22 | 15 | STN16 27UN-E | 14,22 | 15 | |||||||
| 24 | STN16 24UN-I | 13,97 | 14 | STN16 24UN-E | 14,73 | 14 | |||||||
| 9,53 | 16 | 20 | STN16 20UN-I | 13,97 | 11 | STN16 20UN-E | 13,97 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | 14,22 | 10 | STN16 18UN-E | 14,22 | 10 | |||||||
| 16 | STN16 16UN-I | 14,22 | 9 | STN16 16UN-E | 14,22 | 9 | |||||||
| 14 | STN16 14UN-I | 14,48 | 8 | STN16 14UN-E | 14,48 | 8 | |||||||
| 13 | STN16 13UN-I | 13,72 | 7 | STN16 13UN-E | 13,72 | 7 | |||||||
| 12 | STN16 12UN-I | 14,73 | 7 | STN16 12UN-E | 14,73 | 7 | |||||||
| Hatve (TPI) | 24 | 20 | 16 | 12 |
| Hatve mm | 1,0 | 1,25 | 1,5 | 2,0 |
| Freze çapı d1 | Minimum delik çapı D | |||
| 17,02 | 19,00 | 19,61 | 19,99 | 21,01 |
| 19,05 | 21,01 | 21,59 | 22,00 | 23,01 |
| 20,07 | 22,00 | 22,61 | 23,01 | 24,00 |
| Kesici uç IC | a inch (mm) | pitch (TPI) | İç çap vida dişi | b | Diş sayısı | Kalite | external thread | b | Diş sayısı | Kalite | Freze tipi | ||
| Katalog numarası | KC610M | KC620M | Katalog numarası | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | .59 | 19 | STN16 32UN-E | .59 | 19 | |||||||
| 28 | STN16 28UN-I | .57 | 16 | STN16 28UN-E | .57 | 16 | |||||||
| 27 | STN16 27UN-I | .56 | 15 | STN16 27UN-E | .56 | 15 | |||||||
| 24 | STN16 24UN-I | .55 | 14 | STN16 24UN-E | .58 | 14 | |||||||
| 3/8 | .63 (16) | 20 | STN16 20UN-I | .55 | 11 | STN16 20UN-E | .55 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | .56 | 10 | STN16 18UN-E | .56 | 10 | |||||||
| 16 | STN16 16UN-I | .56 | 9 | STN16 16UN-E | .56 | 9 | |||||||
| 14 | STN16 14UN-I | .57 | 8 | STN16 14UN-E | .57 | 8 | |||||||
| 13 | STN16 13UN-I | .54 | 7 | STN16 13UN-E | .54 | 7 | |||||||
| 12 | STN16 12UN-I | .58 | 7 | STN16 12UN-E | .58 | 7 | |||||||
| Calculate the feed rates: | |||||
| First, find the RPM. | |||||
| RPM = | 12 x SFM | = | 12 x 500 | = | 2418 RPM |
| π x d1 | 3.14 x .79 | ||||
| Next, calculate the feed rate at the insert cutting edge (F1): | |||||
| (using the chosen feed per tooth of .004.) | |||||
| F1 = | IPT x nt x RPM | = | .004 X 1 X 2418 | = | 9.67 in/min |
| Finally, calculate the feed rate at the cutter centerline (F2): | |||||
| F2 = | F1 x (D - d1) | = | 9.67 x (1.182 - .79) | = | 3.207 in/min |
| D | 1.182 | ||||
| Select the thread milling method. | |||||
| Climb milling (preferred) see page . | |||||
| Calculate the radius of the tangential arc Re: | |||||
| Re = | (Ri - CL)2 + R02 | = | (.591 - .02)2 + .6252 | ||
| 2Ro | 2 x .625 | ||||
| Re = | .573333 in. | ||||
| Calculate the angle (β): | |||||
| β = | 90° + arc sin | Ro - Re | |||
| Re | |||||
| β = | 90° + arc sin | .625 - .573333 | |||
| .57333 | |||||
| β = | 90° + 5.17° | = | 95.17° | = | 95° 10' |
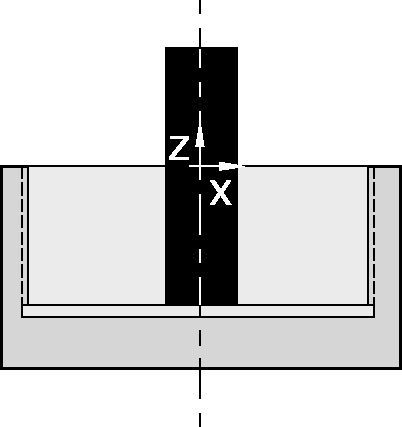
| Calculate the movement along the Z-axis during the entry approach from point “A” to point “B” (Zα). | |||||
| Zα= P (inç) x | α° | = | .0625 | = | .0156 in, because α = 90° |
| 360° | 4 | ||||
| Calculate the “X” and “Y” values at the start of the entry approach. | |||||
| X = 0Y = -Ri + CL = -.591 + .02 = - .571 inç | |||||
| Define Z-axis location at the start of the entry approach. (NOTE: L = length of thread) | |||||
| Z = - (L + Zα) = - (.50 + .0156) = - .5156 inç | |||||
| Define the starting point. | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| İlerleme oranı hesaplanır: | |||||
| İlk olarak RPM bulunur. | |||||
| RPM = | 1000 x Vc | = | 1000 x 150 | = | 2387 RPM |
| π x d1 | π x 20 | ||||
| Daha sonra, kesici uç kesme kenarında ilerleme oranı hesaplanır (F1): | |||||
| (seçilen diş başına 0,1mm ilerleme kullanılarak.) | |||||
| F1 = | Fz x Z x N | = | 0,1 X 1 X 2387 | = | 238,7 mm/dk. |
| Son olarak, kesici uç merkez hattındaki ilerleme oranı hesaplanır (F2): | |||||
| F2 = | F1 x (D - d1) | = | 238,7 x (30 | = | 79,57 mm/dk. |
| D | 30 | ||||
| Vida dişi frezeleme yöntemi seçilir. | |||||
| Saat yönü frezeleme (tercih edilen) için sayfasına bakılır. | |||||
| Teğetsel yay radyüsü Rehesaplanır: | |||||
| Re = | (Ri - CL)2 + RO2 | = | (15 | ||
| 2 x RO | 2 x 15.875 | ||||
| Re = | 14,55mm | ||||
| (β) açısı hesaplanır: | |||||
| β = | 90° + yay sin | Ro - Re | |||
| Re | |||||
| β = | 90° + yay sin | 15.875 - 14,55 | |||
| 14,55 | |||||
| β = | 90° + 5,17° | = | 95,2° | = | 95° 12' |
| “A” noktasından “B” noktasına (Zα) giriş sürüşü sırasında, Z ekseni boyunca hareket hesaplanır. | |||||
| Zα= P (mm) x | α° | = | 1.578 | = | 0,394mm, çünkü α = 90° |
| 360° | 4 | ||||
| Giriş sürüşünün başlangıcındaki “X” ve “Y” değerleri hesaplanır. | |||||
| X = 0Y = Ri + CL = 15 + 0,5 = 15,5mm | |||||
| Giriş yaklaşma başlangıcında Z ekseni konumu tanımlanır. (NOT: L = Vida dişi uzunluğu) | |||||
| Z = (L + Zα) = 12,7 + 0,3945 = 13,0945mm | |||||
| Başlangıç noktası tanımlanır. | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| CNC Programı (Fanuc 11M) | |||
| % | |||
| N10G90G00G57X0.000Y0.000 | |||
| N20G43H10Z0.M3S2417 | |||
| N30G91G00X0.Y0.Z–0.5156 | |||
| N40G41D60X0.000Y–0.5710Z0. | |||
| N50G03X0.6250Y0.5710Z0.0156R0.5733F3.206 | |||
| N60G03X0.Y0.Z0.0625I–0.625J0. | |||
| N70G03X–0.625Y0.5710Z0.0156R0.5733 | |||
| N80G00G40X0.Y–0.5710Z0. | |||
| N90G49G57G00Z8.0M5 | |||
| N100M30 | |||
| % | |||
| Ri = | D | RO = | DO |
| 2 | 2 | ||
| D = Diş dibi çapı | DO = Anma çapı | ||
| α 90° | |||
 | |||
 | |||
| Ek A | |
| İç çap vida dişi frezeleme ile ilgili formüllerin türevleri | |
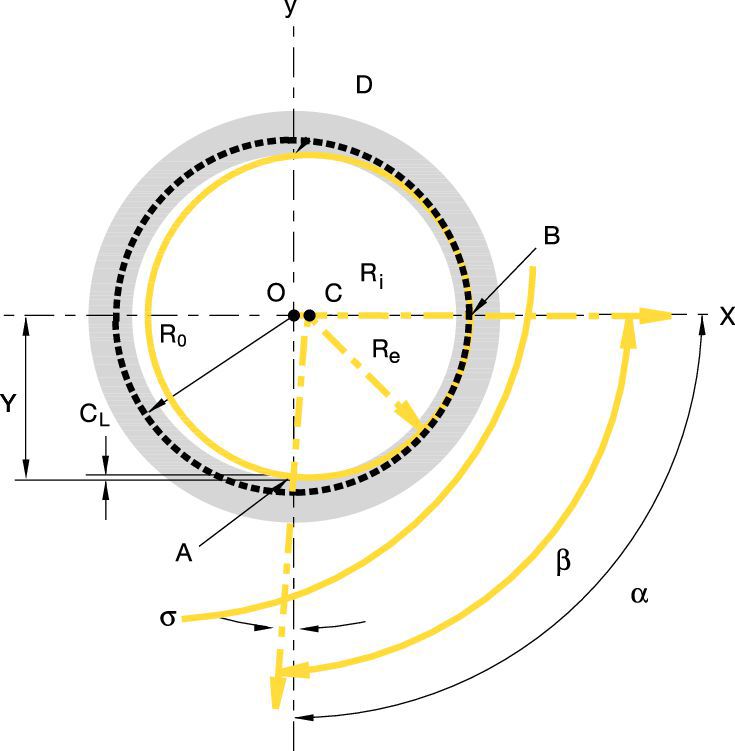
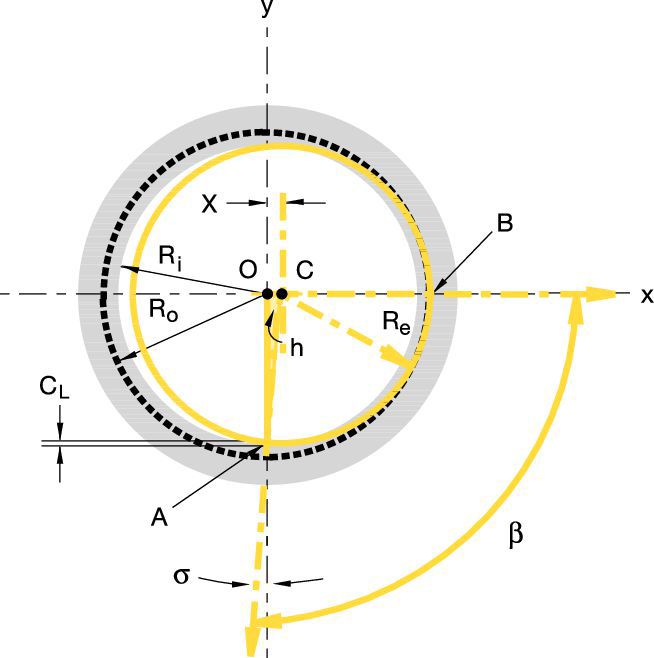
| Re, β, ve X giriş yörüngesinin geometrik bir analiziyle bulunabilir. | |
| Bu giriş yörüngesi, C noktasına ait Re'nin radyüsu ile birlikte, dairesel bir yörünge boyunca hareket eden takım tarafından belirlenir. | |
| R e = | (R i - C L) 2 + R o2 |
| 2R o | |
| OAC Üçgeni, Re için kolay şekilde çözüme ulaşmamızı sağlar. | |
| OA = Ri – CL CA = Re OC = Ro – Re | |
| Pisagor kanunu gereği; OA2 + OC2 = AC2 | |
| Gerçek değerler yerleştirildiğinde, varılan sonuç: | |
| (R i - C L) 2 + (R o - R e) 2 = R e2 | |
| Sadeleştirme sonucunda elde edilen formül: | |
| R e = | (R i - C L) 2 + R o2 |
| 2R o | |
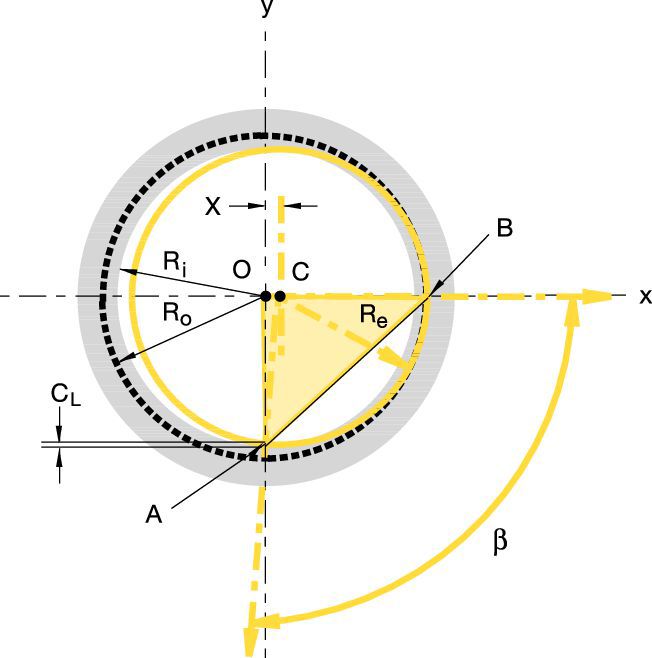 | |
| β açısının bulunması. | |||
| β aynı üçgen kullanılarak kolaylıkla bulunabilir: | |||
| sin β = | AO | = | (Ro + CL) |
| AC | Re | ||
| β = Yay sin | ( | Ro + CL | ) |
| Re | |||
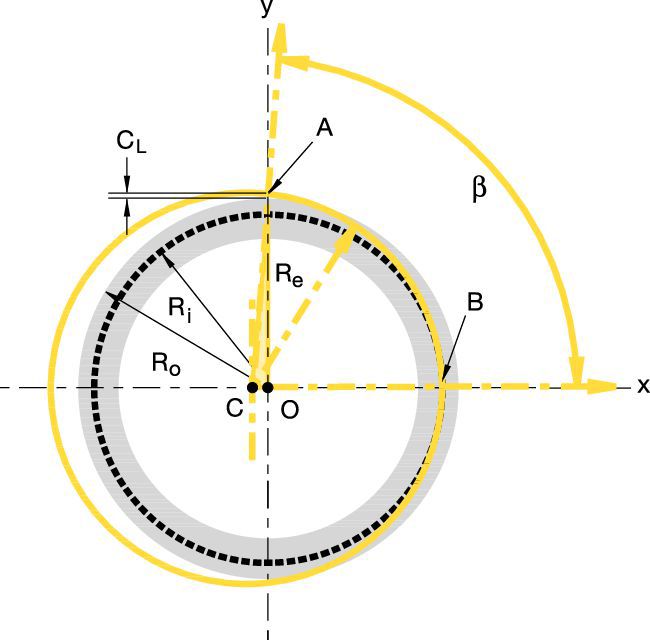 | |||
| Ek B | |
| Dış çap vida dişi frezeleme ile ilgili formüllerin türevleri | |
| Re, β, ve X giriş yörüngesinin geometrik bir analiziyle bulunabilir. | |
| Bu giriş yörüngesi, C noktasına dair Re'nin radyusu ile birlikte, dairesel bir yörünge boyunca hareket eden takım tarafından belirlenir. | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
| OAC Üçgeni, Re için kolay şekilde çözüme ulaşmamızı sağlar. | |
| OA = Ro – CL CA = Re OC = Re – Ri | |
| Pisagor kanunu gereği; OA2 + OC2 = AC2 | |
| Gerçek değerler yerleştirildiğinde, varılan sonuç: | |
| (R o - C L) 2 + (R e - R i) 2 = R e2 | |
| Sadeleştirme sonucunda elde edilen formül: | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
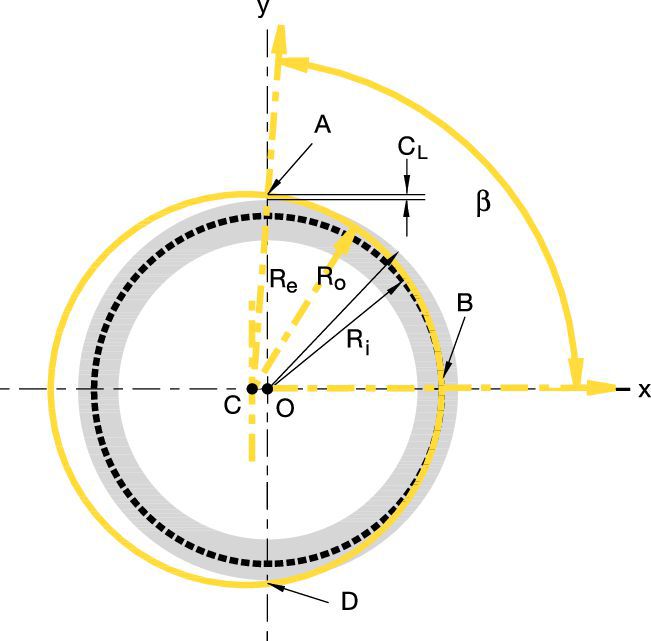 | |
| β açısının bulunması. | ||||
 | ||||
| sin | 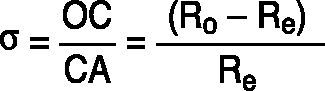 | |||
 | = Yay sin | ( | Ro - Re | ) |
| Re | ||||
| Bu nedenle β = 90° + Yay sin | ( | Ro - Re | ) | |
| Re | ||||
 | ||||
| Sorun | Olası neden | Çözüm önerisi | |
| Kesci ucun aşırı derecede aşınması |  | • Kesme hızı çok yüksek. | • Kesme hızı azaltılır. |
| • Talaş çok ince. | • İlerleme oranı artırılır. | ||
| • Yetersiz soğutma sıvısı. | • Soğutma sıvısı miktarı veya basıncı artırılır. | ||
| Kesme kenarında talaş kaynaması ve kenar kırılması |  | • Talaş çok kalın. | • İlerleme oranı azaltılır. • Teğetsel yay giriş yöntemi kullanılır. • RPM(devir) artırılır. |
| • Titreşim. | • Rijitlik kontrol edilir. | ||
| Kesme kenarında yığılma ve talaş yapışması |  | • Kesme hızı çok yavaş. | • Kesme hızı artırılır. |
| • Talaş kalınlığı çok düşük. | • İlerleme oranı artırılır. | ||
| Darbe sesi (Tırlama) veya titreşim | • İlerleme oranı çok yüksek. | • İlerleme düşürülür. | |
| • Profil çok derin | • Her birinde artan kesme derinliği ile iki geçişli işleme yapılır. • İki geçişli işleme yapılır ve böylece her seferinde sadece yarım vida dişi boyu kesme uygulanır. | ||
| • Vida dişi boyu çok uzun | • İki geçişli işleme yapılır ve böylece her seferinde sadece yarım vida dişi boyu kesme uygulanır. | ||
| Yetersiz vida dişi hassasiyeti | • Takım sapması. | • İlerleme oranı azaltılır. • Sıfır bir kesme yapılır. | |
| Vida dişi tanımı | Standart tanımı | Tolerans sınıfı |
| UN | ANSI B 1.174 | 2A/2B |
| UNJ | MIL-S-8879A | 3A/3B |
| ISO | R262 (DIN 13) | 6g/6H |
| NPT | USAS B2.1 : 1968 | NPT standardı |
| NPTF | ANSI B 1.20.3-1976 | Standart |
| BSW | B.S. 84 : 1956, DIN 259, ISO 228/1 : 1982 | Orta sınıf A |
| BSPT | B.S. 21 : 1985 | BSPT standardı |
| ACME | ANSI B1/5 : 1988 | 3G |
| PG | DIN 40430 | Standart |
| TR | DIN 103 | 7e/7H |
ISO Katalog Numarası
ANSI Katalog Numarası
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Katalog Numarası | Kalite |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?