
KenCut™ AL • AADE • Square End • 3 Flutes • Plain Shank • Inch
Solid Carbide End Mill for Roughing and Finishing of Aluminum
Features and benefits
- Centre cutting for plunging and ramping operations.
Uses and application
Ramping : Ébauche
Rainurage : Bout plat
Fraisage de côté/avec épaulement : Bout plat
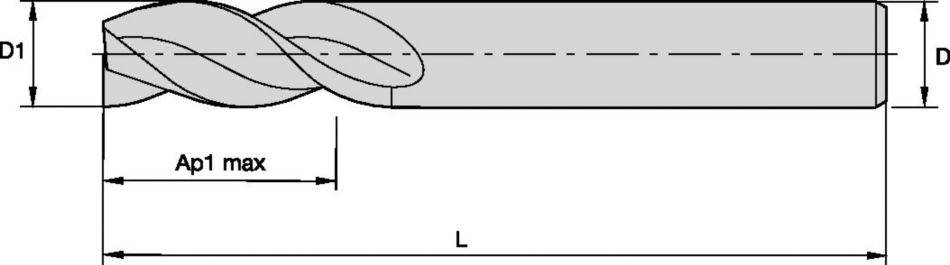
Dimensions de l'outil : Configuration des goujures : 3
Angle d'hélice : 37°
Style de bec : Rayon de bec
Style de bec : Bout plat
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />