
Fraise à rainurer KNS® • XCP-SGP • Une coupe • Embouts à fond plat
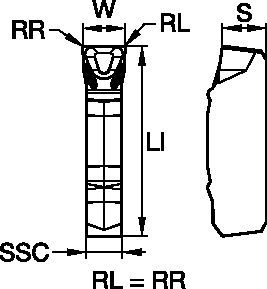
Plaquettes KNS® • Une coupe • Embouts à fond plat
Features and benefits
- Le KCPK30 peut être utilisé dans toute une gamme d'applications pour le fraisage général et l'ébauche de l'acier et de la fonte. Les résultats optimum sont obtenus à sec, mais l'arrosage est également possible.
- Le KCPM40™ constitue le premier choix pour l'acier doux et l'acier inoxydable. Compte tenu de l'excellente résistance aux chocs thermiques de son substrat, cette nuance convient aussi bien pour l'usinage avec que sans arrosage. Surtout destinée aux travaux généraux et lourds.
- Le KCPM25™ est le premier choix pour les applications avec des copeaux de faible à moyenne épaisseur. Cette nuance convient pour de nombreuses matières à usiner, avec ou sans arrosage.
 <="" td="">
<="" td="">