
RSM II • Rayonnées • Multi-dents • Arrosage interne • Courtes • Queues cylindriques • Métrique
Fraise en carbure monobloc RSM II pour les finitions des aciers inoxydables et alliages hautes températures
Features and benefits
- Les fraises en carbure monobloc RSM II présentent un pas inégal entre les goujures pour un usinage sans vibrations
- Dépouille excentrique pour une meilleure stabilité de l’arête de coupe et des vitesses d’avance plus élevées.
- Conçu pour les stratégies d’usinage à grande vitesse avec formation et évacuations sécurisées des copeaux dans les cavités profondes.
Uses and application
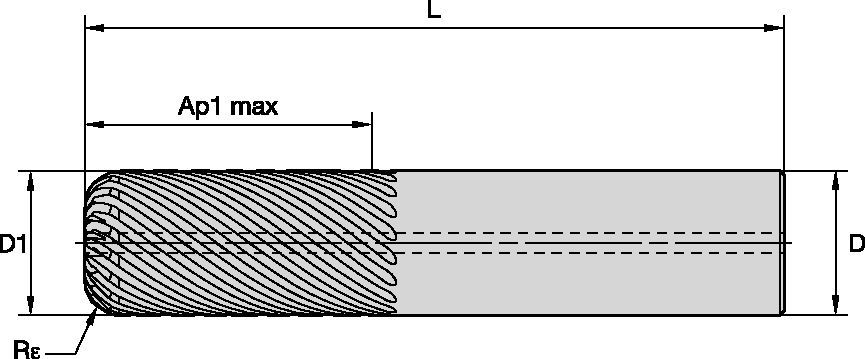
Through Coolant - Solid End Mill
Helix Angle: 36°
Dimensions de l'outil : Configuration des goujures : X (variable)
Style de bec : Rayon de bec
Fraisage de côté/avec épaulement : Superfinition
Fraisage de côté/avec épaulement : Finition
 <="" td="">
<="" td="">