List Price
/each
Discount
Your Price
/each
Sold in pkg. of 0Adjusted to meet the minimum package size.
Minimum qty: 0Adjusted to meet the minimum quantity requirement.
In StockThis item is no longer availableLonger Delivery




 Drilling
Drilling Drilling: Inclined Exit
Drilling: Inclined Exit Drilling: Stacked Plates
Drilling: Stacked Plates 100160773
100160773 Tool Dimensions: 2flute/4margin/coolant
Tool Dimensions: 2flute/4margin/coolant Drilling: Cross-Hole Drilling
Drilling: Cross-Hole DrillingDownloaded file will be available after import in the {{cadTool}} tool library.
| Material Number | 6370406 |
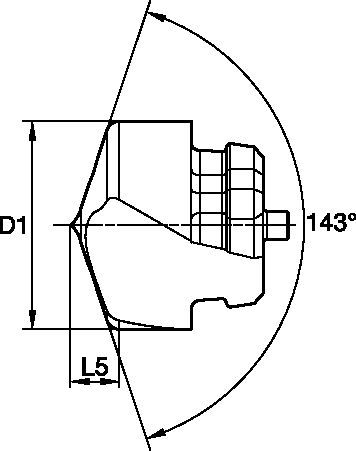
| ISO Catalog ID | KTFST21433HPCM |
| ANSI Catalog ID | KTFST08438HPC |
| Grade | KC7410 |
| [D1] Drill Diameter | 21.432 mm |
| [D1] Drill Diameter | 0.8438 in |
| [L5] Drill Point Length | 4.95 mm |
| [L5] Drill Point Length | 0.1949 in |
| [SSC] Insert Seat Size | Z |
DrillingDrilling: Inclined ExitDrilling: Stacked Plates100160773Tool Dimensions: 2flute/4margin/coolantDrilling: Cross-Hole DrillingGrades

KC7410
Composition: Multilayered PVD AlCrN-based coated fine-grain carbide.
Application: First choice for cast iron. Due to the uniquely developed coating, this grade exhibits extraordinary wear resistance in abrasive materials offering the highest material removal rates.
Create Solution to calculate Feeds and Speeds
After creating a solution just choose the Feeds & Speeds icon and our system will provide recommendations. You can customize the information by adding your machine and specifications or make adjustments using the sliders.
| Material | Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| K | 1 | 100 | 175 | 200 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 |
| 2 | 100 | 160 | 180 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 | |
| 3 | 70 | 85 | 120 | mm/r | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 | 0,28 | 0,32 | 0,33 | |
| Material | Cutting Speed | Inch | ||||||||||||
| Range | Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| K | 1 | 330 | 570 | 660 | IPR | .005 | .005 | .006 | .007 | .009 | .010 | .012 | .014 | .015 |
| 2 | 330 | 520 | 590 | IPR | .005 | .005 | .006 | .007 | .009 | .010 | .012 | .014 | .015 | |
| 3 | 230 | 280 | 390 | IPR | .004 | .005 | .005 | .006 | .007 | .008 | .011 | .013 | .013 | |
| Material | Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| K | 1 | 100 | 175 | 200 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 |
| 2 | 100 | 160 | 180 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 | |
| 3 | 70 | 85 | 120 | mm/r | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 – 0,42 | 0,21 | 0,28 | 0,32 | 0,33 | |
| Tolerance • Metric | |
| D1 metric | tolerance k8 |
| 6 | 0,000/+0,018 |
| 0,000/+0,022 | |
| 0,000/+0,027 | |
| 0,000/+0,033 | |
| Tolerance • Inch | |
| D1 inch | tolerance k8 |
| 0.2362 | 0.0000/+0.0007 |
| 0.0000/+0.0009 | |
| 0.0000/+0.0011 | |
| 0.0000/+0.0013 | |
I have read and accepted the Terms & Conditions of use






ISO Catalog Number
ANSI Catalog Number
to find similar products.Please select a file to download
Models
Product data
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog Number | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?