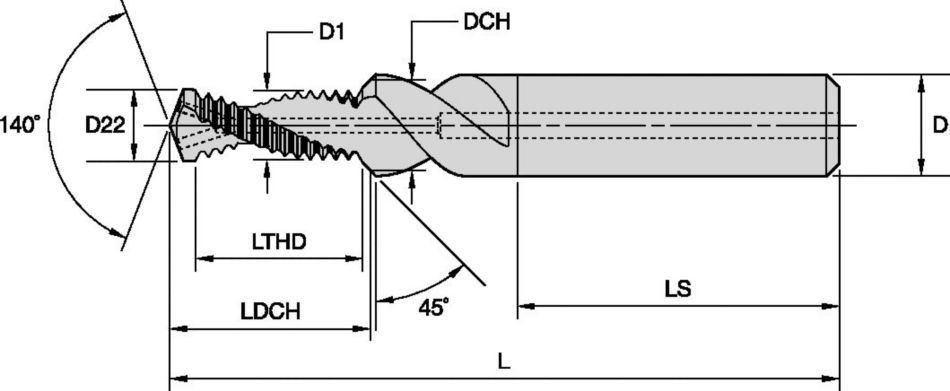
TM731 . Sistema metrico. Adduzione interna di refrigerante
Frese a filettare in metallo duro • Fori ciechi e passanti
Uses and application
Filettatura: Foro passante
Filettatura: Foro cieco
Svasatura/smussatura
Adduzione interna di refrigerante: Assiale: Maschiatura
HM
Profondità di foratura: 2x
Specifiche del costruttore: M
Specifiche del costruttore: MF
Foratura: Foro cieco
 <="" td="" />
<="" td="" />