For US and Canadian customers, a tariff surcharge will be added to your order for metal cutting products.
Tangential Force Calculator & Formula | Slotting – Kennametal
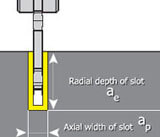
Calculate Tangential Force, Torque, and Machining Power for Slotting Applications.
These calculations are based upon theoretical values and are only intended for planning purposes. Actual results will vary. No responsibility from Kennametal is assumed.
Get the best slot millling products at Kennametal on our slotting page here