
B269 (~12 x D) • KCPK15 • Codolo A • Punte lunghe HP Beyond
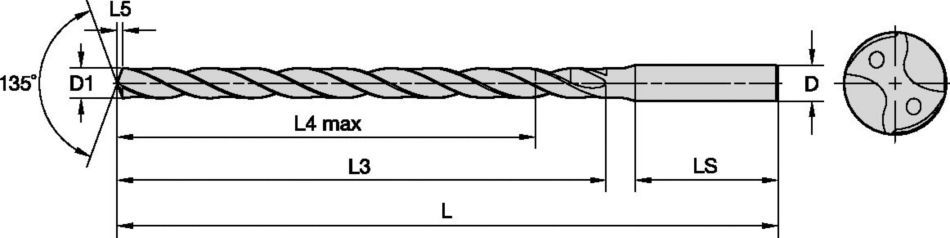
Punte lunghe HP Beyond™ a quattro margini • Adduzione interna di refrigerante • 12 x D
Features and benefits
- Punte lunghe a quattro margini HP Beyond con adduzione interna di refrigerante.
- Punta SC specifica a seconda dell'applicazione per le lavorazioni di foratura profonde senza punta di centraggio su acciaio, ghisa e materiali in acciaio inossidabile.
- Punte lunghe 12 x D che colmano il vuoto tra le lunghezze 8 x D (B256_SE) e 15 x D (B271_HP).
- Codolo A standard a norma DIN 6535 HA (attacco cilindrico con step da 2 mm).
- La qualità Beyond KCPK15™ è un rivestimento multistrato in TiAlN con durezza a caldo.
- Il processo di lucidatura superficiale assicura una migliore evacuazione del truciolo anche con bassa pressione del refrigerante.
Uses and application
Foratura
Foratura: Uscita inclinata
Foratura: Foratura a pacco
Dimensioni utensile: 2vani/4margini/refrigerante
Numero DIN 6535
Foratura — Adduzione interna refrigerante
Adduzione interna di refrigerante: MQL (quantità minima di lubrificante): Foratura
Codolo — Cilindrico liscio ≤h6
Angolo elica: 30°
Profondità di foratura: 12x
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />