
B732_HP (lungo) • KCPK15 • Codolo A • Punte a gradini HP Beyond
Punte a gradini HP Beyond™ • Acciaio e Ghise • Adduzione interna di refrigerante
Features and benefits
- Punte a gradino HP Beyond con adduzione interna di refrigerante per acciaio e ferro.
- Punta SC specifica a seconda dell'applicazione che permette di ridurre la lavorazione ad un'unica fase per i materiali in acciaio e ghisa nelle dimensioni per i maschi standard, diminuendo il tempo ciclo e aumentando la produttività.
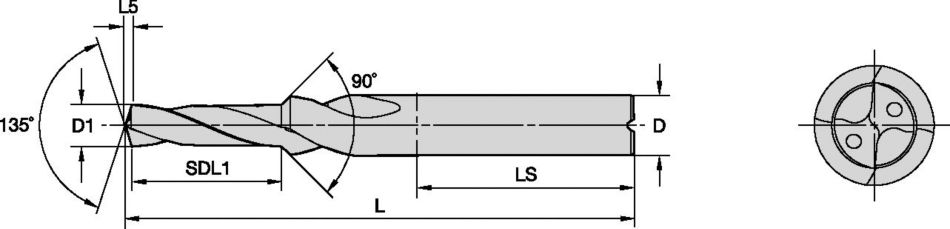
- Foratura e smussatura in un'unica passata.
- La punta HP consente alte velocità di avanzamento grazie a un angolo di spoglia progressivo.
- La qualità Beyond KCPK15™ è un rivestimento multistrato in TiAlN con durezza a caldo che consente elevate velocità di taglio anche nelle applicazioni MQL.
- Il processo di lucidatura superficiale assicura una migliore evacuazione del truciolo anche con bassa pressione del refrigerante.
Uses and application
Svasatura/smussatura
Foratura
Dimensioni utensile: 2vani/2margini/refrigerante
Numero DIN 6535
Foratura — Adduzione interna refrigerante
Adduzione interna di refrigerante: MQL (quantità minima di lubrificante): Foratura
Codolo — Cilindrico liscio ≤h6
Angolo elica: 30°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />