Benvenuto
Conferma le tue preferenze
Aggiorna preferenze
Suggerimenti sui prodotti
Product Family suggestions
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Ciao, User Name
Account selezionato:
C'è un problema con il tuo account. Si prega di contattare l'assistenza clienti.
Sold To Account
Modifica account
Ship To Account
Modifica account
- Pannello di controllo
- Gestisci ordini
- Gestisci canali
- Rubrica
-
Notifications
Mark all as read - Modifica password
- Il mio profilo
- Disconnetti
Articolo/i
aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Fresa di più ad un costo minore, con le nostre promozioni a tempo limitato!
Acquista ora.
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Articolo/i
aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Modifica della soluzione
Soluzione aggiunta
Nome della soluzione: {{SolutionName}}- Prodotti
- /
- Fix-Perfect™ 90° • Frese a manicotto • Ghisa • SPHX15T6.. • Sistema metrico
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

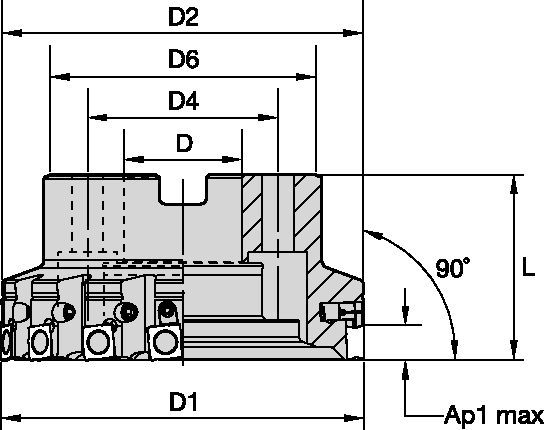
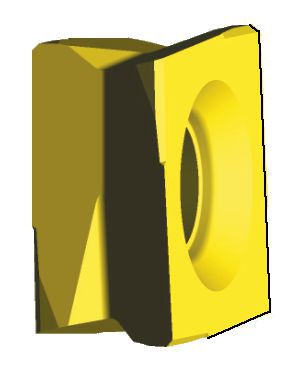
Fix-Perfect™ 90° • Frese a manicotto • Ghisa • SPHX15T6.. • Sistema metrico
Frese a manicotto • SPHX15T6...
Features and benefits
- Sgrossatura e finitura in un'unica operazione.
- Gli inserti montati in posizione tangenziale consentono velocità di avanzamento superiori.
- Sedi regolabili (D1 = 80–250mm).
- Otto taglienti per inserto.
Uses and application
Spianatura
Contornatura/fresatura a spallamento: Testa piana
Fresatura — Adduzione interna refrigerante
Fresatura — laterale e frontale
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | – | (Strong geometry) | ||||
| wear
|
 <="" td=""> <="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | .E..GPB | KC520M | .E..GPB | KCK15 | .S..GPB | KCK15 |
| K3 | .E..GPB | KC520M | .E..GPB | KCK15 | .S..GPB | KCK15 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | – | (Strong geometry) | ||||
| wear
|
<="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | .E..GP | KC520M | .E..GP | KCK15 | .E..GP | KCK15 |
| K3 | .E..GP | KC520M | .E..GP | KCK15 | .S..GP | KCPK30 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Avanzamenti iniziali consigliati [mm]
| Light
|
General
|
Heavy
|
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..GPB | 0,12 | 0,46 | 0,82 | 0,08 | 0,33 | 0,59 | 0,06 | 0,25 | 0,44 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 | .E..GPB |
| .T..GPB | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 | .T..GPB |
| .S..GPB | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 | .S..GPB |
Avanzamenti iniziali consigliati [mm]
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..GP | 0,12 | 0,46 | 0,82 | 0,08 | 0,33 | 0,59 | 0,06 | 0,25 | 0,44 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 | .E..GP |
| .S..GP | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 | .S..GP |
| Light
|
General
|
Heavy
|
Velocità iniziali consigliate [m/min]
| Material Group | KB1340 | KC520M | KCK15 | KTPK20 | KCPK30 | KY3500 | |||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 1370 | 915 | 490 | 270 | 245 | 215 | 420 | 385 | 340 | 230 | 195 | 160 | 295 | 265 | 240 | 805 | 730 | 650 |
| 2 | – | – | – | 210 | 190 | 175 | 335 | 295 | 275 | 185 | 150 | 130 | 235 | 210 | 190 | 635 | 570 | 530 | |
| 3 | – | – | – | 175 | 160 | 145 | 280 | 250 | 230 | 150 | 130 | 105 | 195 | 175 | 160 | 535 | 475 | 435 | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
Velocità iniziali consigliate [m/min]
| Material Group | KB1340 | KC520M | KCK15 | KCPK30 | KY3500 | |||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 1370 | 915 | 490 | 270 | 245 | 215 | 420 | 385 | 340 | 295 | 265 | 240 | 805 | 730 | 650 |
| 2 | – | – | – | 210 | 190 | 175 | 335 | 295 | 275 | 235 | 210 | 190 | 635 | 570 | 530 | |
| 3 | – | – | – | 175 | 160 | 145 | 280 | 250 | 230 | 195 | 175 | 160 | 535 | 475 | 435 | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
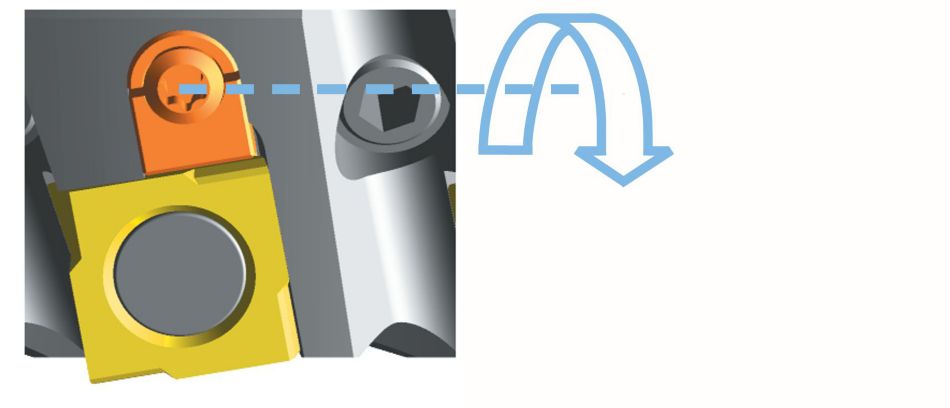
Montaggio degli inserti per frese per ghisa Fix-Perfect™
| roughing | procedures | roughing/finishing | |||
 <="" td=""> <="" td=""> | <="" td=""> | <="" td=""> | <="" td="" /> |
||
| insert seat | insert seat | ||||
| standard | adjustable | standard | adjustable | ||
| ― | 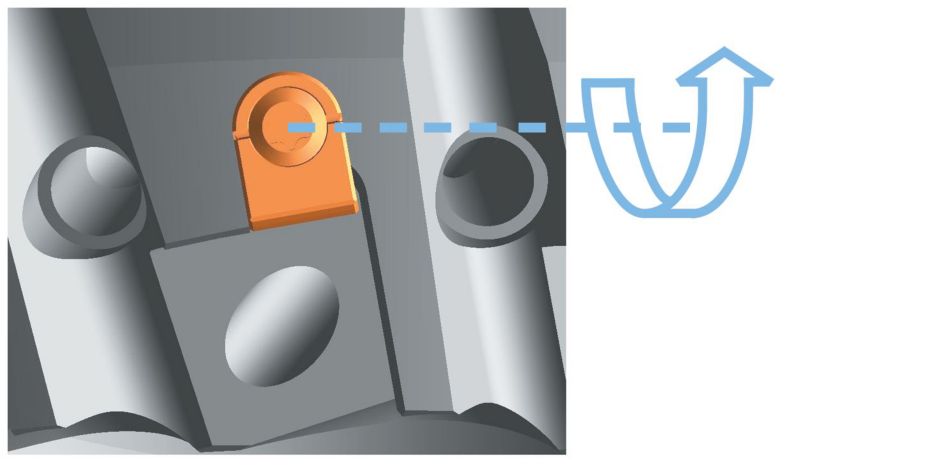 <="" td=""> <="" td=""> | 1 | Reset adjusting element T x T9 | ― | <="" td="" /> |
 <="" td=""> <="" td=""> | 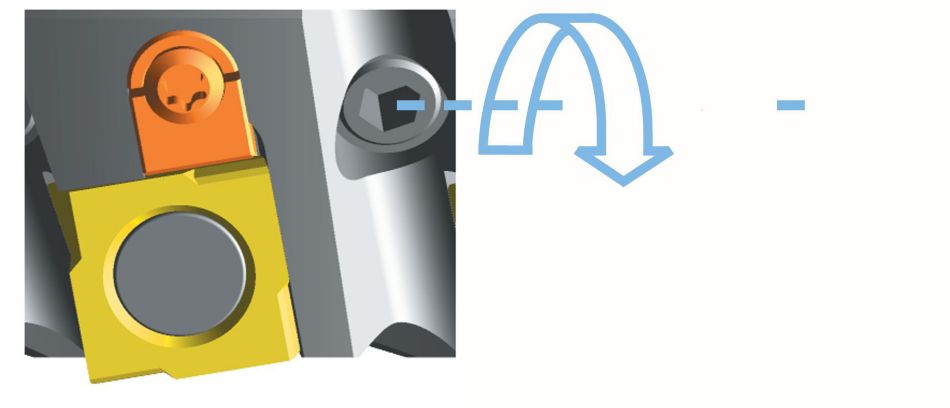 <="" td=""> <="" td=""> | 2 | insert roughing insert tighten SW 3 MAn = 5 Nm | <="" td=""> | ― |
| ― |  <="" td=""> <="" td=""> | 3 | tighten adjusting element gently | ― | ― |
| 4 | insert finishing insert and pre-tighten SW 3 M VG = 1 Nm | ― | <="" td="" /> |
||
| 5 | the finishing insert is positioned 0,04mm in front of the highest roughing insert | ― | 0,04mm (.0016in.) | ||
| 6 | tighten the finishing insert MAn = 5 Nm | ― | <="" td="" /> |
||