
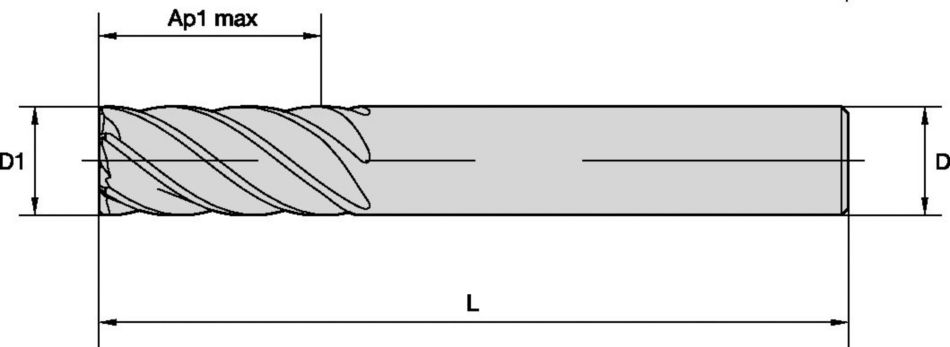
HARVI™ III • Square End • 6 Flutes • Plain Shank • Inch
HARVI™ III Solid Carbide End Mill for High Feed Roughing and Finishing with Maximum Metal Removal Rates
Features and benefits
- Kennametal standard dimensions.
- Centre cutting.
- Optimised geometry for titanium machining.
- Unequal flute spacing minimises chatter for smoother machining.
- Single tool for both roughing and finishing operations requiring fewer setups.
Uses and application
Trochoidal Milling
Fresatura in rampa: Grezzo
Contornatura/fresatura a spallamento: Testa piana
Dimensioni utensile: Configurazione del vano: 6
Angolo elica: 38°
Corner Style: Corner RadiusTipo angolo Raggio di punta
Stile angolo: Testa piana
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />