
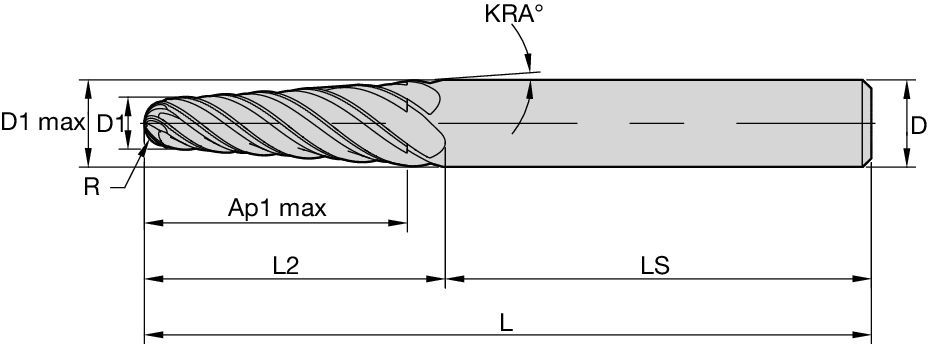
HARVI™ III • Testa sferica conica • 6 eliche • Codolo cilindrico • Sistema metrico
Fresa in metallo duro HARVI™ III per lavorazione a 5 assi per aumentare significativamente la produzione e ridurre i tempi di lavorazione
Features and benefits
- Fresa in metallo duro versatile per la lavorazione a 5 assi di acciai, acciaio inossidabile, ghisa e leghe resistenti al calore.
- Sei vani nella sezione a testa sferica e in quella conica per un elevato volume di truciolo asportato.
- Due angoli cono per una vasta gamma di applicazioni.
- Le frese a testa sferica conica HARVI™ III presentano un passo variabile per una lavorazione senza vibrazioni a velocità di avanzamento più elevate.
- Taglio centrale per operazioni di fresatura a tuffo e fresatura in rampa.
Uses and application
Contornatura/fresatura a spallamento: Testa sferica
Profilatura 3D
Dimensioni utensile: Configurazione del vano: 6
Angolo elica: 38°
 <="" td="">
<="" td="">