Benvenuto
Conferma le tue preferenze
Aggiorna preferenze
Suggerimenti sui prodotti
Product Family suggestions
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Ciao, User Name
Account selezionato:
C'è un problema con il tuo account. Si prega di contattare l'assistenza clienti.
Sold To Account
Modifica account
Ship To Account
Modifica account
- Pannello di controllo
- Gestisci ordini
- Gestisci canali
- Rubrica
-
Notifications
Mark all as read - Modifica password
- Il mio profilo
- Disconnetti
Articolo/i
aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Fresa di più ad un costo minore, con le nostre promozioni a tempo limitato!
Acquista ora.
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Articolo/i
aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Modifica della soluzione
Soluzione aggiunta
Nome della soluzione: {{SolutionName}}- Prodotti
- /
- Utensili per l’asportazione truciolo
- /
- Fresatura
- /
- Fresatura a fissaggio meccanico
- /
- Frese ceramiche
- /
- Frese ceramiche • RN
- /
- KCRA • RN
- /
- KCRA - RN • Frese a spianare • Sistema metrico
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

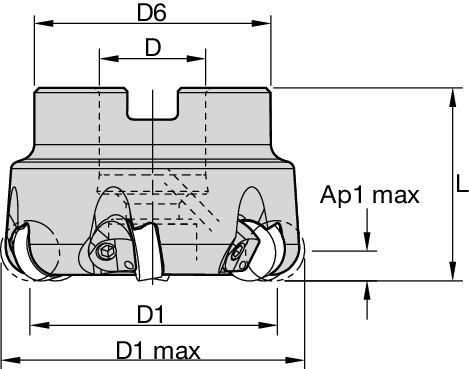
KCRA - RN • Frese a spianare • Sistema metrico
Frese a manicotto
Features and benefits
- Prima scelta per spianatura e fresatura a spallamento delle leghe resistenti al calore.
- Maggiore volume di truciolo asportato grazie a utensili da taglio a passo stretto.
- Sistema di bloccaggio sicuro che migliora la stabilità e l'affidabilità del processo.
- Efficace adduzione interna di aria refrigerante. Migliore evacuazione del truciolo e maggiore durata degli inserti.
Uses and application
Milling - Pressurized Air Coolant
Spianatura
Contornatura/fresatura a spallamento: Testa sferica
Fresatura — laterale e frontale
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
 <="" td=""> <="" td=""> | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .EGN | KYS30 | .EGN | KYS30 | .TGN | KYS30 |
| S3 | .EGN | KYSP30 | .EGN | KYSP30 | .TGN | KYSP30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
A 6,35 di profondità di taglio assiale (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,08 | 0,09 | 0,11 | 0,06 | 0,07 | 0,09 | 0,06 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | .EGN |
| .TGN | 0,13 | 0,17 | 0,19 | 0,09 | 0,13 | 0,14 | 0,08 | 0,11 | 0,13 | 0,08 | 0,10 | 0,12 | 0,08 | 0,10 | 0,12 | .TGN |
A 3,00 di profondità di taglio assiale (ap)
| Light
|
General
|
Heavy
|
A 1,50 di profondità di taglio assiale (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,18 | 0,20 | 0,24 | 0,13 | 0,15 | 0,18 | 0,12 | 0,13 | 0,16 | 0,11 | 0,12 | 0,15 | 0,11 | 0,12 | 0,14 | .EGN |
| .TGN | 0,27 | 0,36 | 0,41 | 0,20 | 0,27 | 0,31 | 0,17 | 0,23 | 0,27 | 0,16 | 0,22 | 0,25 | 0,16 | 0,21 | 0,24 | .TGN |
A 0,75 di profondità di taglio assiale (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,10 | 0,11 | 0,13 | 0,07 | 0,08 | 0,10 | 0,07 | 0,07 | 0,09 | 0,06 | 0,07 | 0,08 | 0,06 | 0,07 | 0,08 | .EGN |
| .TGN | 0,15 | 0,20 | 0,23 | 0,11 | 0,15 | 0,17 | 0,10 | 0,13 | 0,15 | 0,09 | 0,12 | 0,14 | 0,09 | 0,12 | 0,14 | .TGN |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,13 | 0,14 | 0,18 | 0,10 | 0,11 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,11 | 0,08 | 0,09 | 0,11 | .EGN |
| .TGN | 0,19 | 0,26 | 0,30 | 0,15 | 0,19 | 0,22 | 0,13 | 0,17 | 0,19 | 0,12 | 0,16 | 0,18 | 0,12 | 0,15 | 0,18 | .TGN |
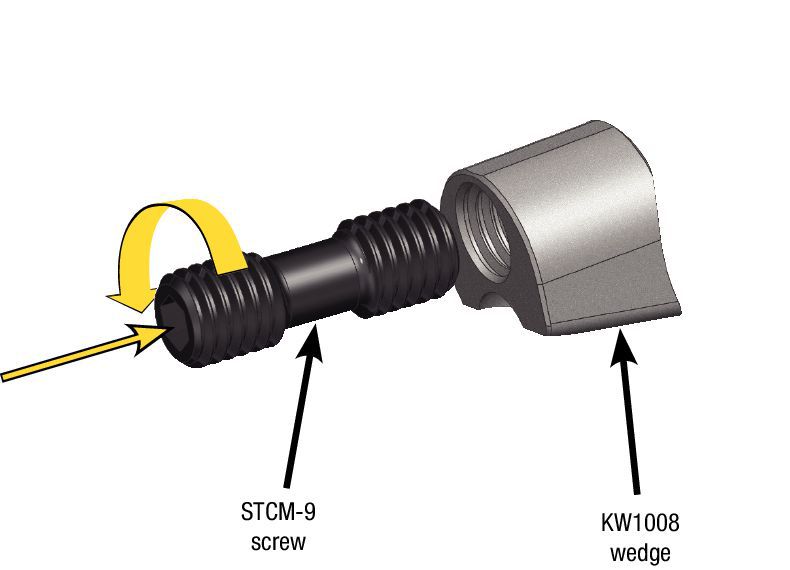
Guida al montaggio degli inserti
| Safety Notes | |||||
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
| Read all instructions carefully | Wear eye protection | Inspect and tighten fasteners regularly | Warning: Cutting hazard | Warning: Hot surfaces | Do not exceed maximum RPM |
| Assembly Instructions | |
| Assemble STCM-25 screw to KW1008 wedge, 1 to 1 1/2 turns. | Wedge/screw assembly. |
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
| Install wedge/screw assembly into cutter body, but maintain assembly gap for installing insert. | Slide insert, RNGN12... into pocket and torque wedge/insert assembly to 3,5 Nm (31 in/lbs). Repeat for each pocket. |
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
Velocità iniziali consigliate [m/min]
| Material Group | KYS30 | KYSP30 | |||||
| P | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| S | 1 | 805 | 660 | 510 | 805 | 660 | 510 |
| 2 | 805 | 660 | 510 | 805 | 660 | 510 | |
| 3 | 1170 | 950 | 730 | 1170 | 950 | 730 | |
| 4 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |