
KenDrill™ Micro • 50 x D • Refrigerante interno • Codolo cilindrico • Sistema metrico
Foratura profonda in metallo duro per diametri ridotti in diversi materiali
Features and benefits
- Il volume elevato di refrigerante assicura un’efficiente evacuazione del truciolo.
- Microforatura di fori corti e profondi su tornio di tipo svizzero o centri di lavoro.
Uses and application
Foratura
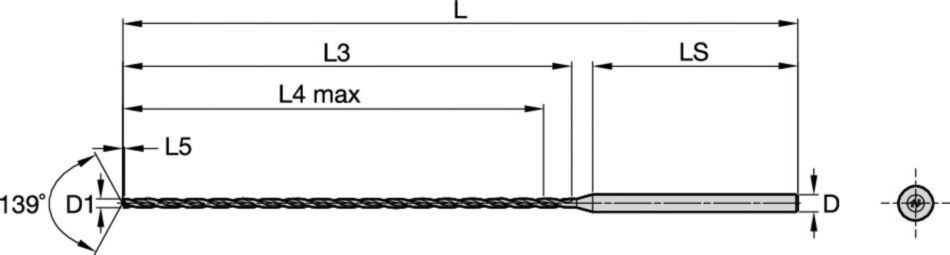
Dimensioni utensile: 2vani/4margini/refrigerante
Foratura — Adduzione interna refrigerante
Codolo — Cilindrico liscio ≤h6
Angolo elica: 30°