Benvenuto
Conferma le tue preferenze
Aggiorna preferenze
Suggerimenti sui prodotti
Product Family suggestions
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Ciao, User Name
Account selezionato:
C'è un problema con il tuo account. Si prega di contattare l'assistenza clienti.
Sold To Account
Modifica account
Ship To Account
Modifica account
- Pannello di controllo
- Gestisci ordini
- Gestisci canali
- Rubrica
-
Notifications
Mark all as read - Modifica password
- Il mio profilo
- Disconnetti
Articolo/i
aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Fresa di più ad un costo minore, con le nostre promozioni a tempo limitato!
Acquista ora.
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Articolo/i
aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Modifica della soluzione
Soluzione aggiunta
Nome della soluzione: {{SolutionName}}- Prodotti
- /
- TCDE • Passo uniforme • Con rompitruciolo • Sistema metrico
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

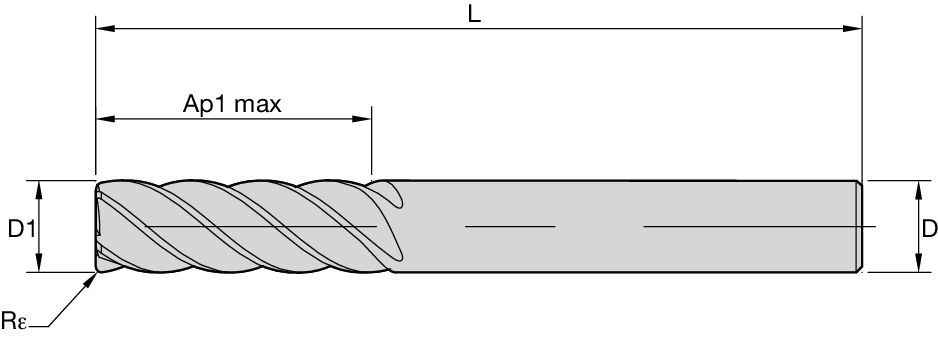
TCDE • Passo uniforme • Con rompitruciolo • Sistema metrico
HARVI II trocoidale • TCDE • Spaziatura del vano irregolare
Features and benefits
- Dimensioni standard Kennametal.
- Taglio non centrale.
- Sgrossatura e finitura di cavità e contorni aperti con meno attrezzamenti.
- Passo variabile dei vani per una lavorazione senza vibrazioni a velocità di avanzamento elevate.
- Ottimizzata per fresatura trocoidale ed elicoidale.
- Vani e spazio tra i vani brevettati per un'evacuazione ottimizzata del truciolo.
Uses and application
Trochoidal Milling
Fresatura a riccio
Fresatura in rampa: 3°
Contornatura/fresatura a spallamento: Testa piana
Dimensioni utensile: Configurazione del vano: 5
Angolo elica: 40°
Corner Style: Corner RadiusTipo angolo Raggio di punta
| End Mill Tolerances | |||
| D1 | tolerance e8 | D | tolerance h6 + / - |
| ≤3 | -0,014/-0,028 | ≤3 | +0/-0,006 |
|
|
-0,020/-0,038 |
|
+0/-0,008 |
|
|
-0,025/-0,047 |
|
+0/-0,009 |
|
|
-0,032/-0,059 |
|
+0/-0,011 |
|
|
-0,040/-0,073 |
|
+0/-0,013 |
HARVI II trocoidale • TCDE • Spaziatura dei vani irregolare • ae 10% di D1
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||
| Side Milling (A) | KC643M | Recommended feed per tooth (fz = mm/th) for side milling (A). | |||||||||||
| A | Cutting Speed
|
D1
|
|||||||||||
| Material
|
ap | ae | Min | Max | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | ||
| P | 0 | Ap max | 0,1 x D | 150 | – | 440 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 | 0,149 |
| 1 | Ap max | 0,1 x D | 150 | – | 440 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 | 0,149 | |
| 2 | Ap max | 0,1 x D | 140 | – | 418 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 | 0,149 | |
| 3 | Ap max | 0,1 x D | 120 | – | 352 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 | 0,137 | |
| 4 | Ap max | 0,1 x D | 90 | – | 330 | fz | 0,054 | 0,065 | 0,075 | 0,092 | 0,106 | 0,117 | |
| 5 | Ap max | 0,1 x D | 60 | – | 220 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | 0,109 | |
| 6 | Ap max | 0,1 x D | 50 | – | 165 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | 0,085 | |
| M | 1 | Ap max | 0,1 x D | 90 | – | 253 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 | 0,137 |
| 2 | Ap max | 0,1 x D | 60 | – | 176 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | 0,109 | |
| 3 | Ap max | 0,1 x D | 60 | – | 154 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | 0,085 | |
| K | 1 | Ap max | 0,1 x D | 120 | – | 330 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 | 0,149 |
| 2 | Ap max | 0,1 x D | 110 | – | 308 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 | 0,137 | |
| 3 | Ap max | 0,1 x D | 110 | – | 286 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | 0,109 | |
| S | 1 | Ap max | 0,1 x D | 50 | – | 198 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 | 0,137 |
| 2 | Ap max | 0,1 x D | 25 | – | 88 | fz | 0,032 | 0,038 | 0,045 | 0,056 | 0,065 | 0,074 | |
| 3 | Ap max | 0,1 x D | 25 | – | 88 | fz | 0,032 | 0,038 | 0,045 | 0,056 | 0,065 | 0,074 | |
| 4 | Ap max | 0,1 x D | 50 | – | 132 | fz | 0,044 | 0,053 | 0,062 | 0,077 | 0,089 | 0,100 | |
| H | 1 | Ap max | 0,1 x D | 80 | – | 308 | fz | 0,054 | 0,065 | 0,075 | 0,092 | 0,106 | 0,117 |
| 2 | Ap max | 0,1 x D | 70 | – | 264 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | 0,085 | |
HARVI II trocoidale • TCDE • Spaziatura dei vani irregolare • ae 5% di D1
| <="" td=""> | <="" td="" /> |
||||||||||||
| Side Milling (A) | KC643M | Recommended feed per tooth (fz = mm/th) for side milling (A). | |||||||||||
| A | Cutting Speed
|
D1
|
|||||||||||
| Material
|
ap | ae | Min | Max | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | ||
| P | 0 | Ap max | 0,05 x D | 150 | – | 540 | fz | 0,097 | 0,117 | 0,134 | 0,163 | 0,185 | 0,200 |
| 1 | Ap max | 0,05 x D | 150 | – | 540 | fz | 0,097 | 0,117 | 0,134 | 0,163 | 0,185 | 0,200 | |
| 2 | Ap max | 0,05 x D | 140 | – | 513 | fz | 0,097 | 0,117 | 0,134 | 0,163 | 0,185 | 0,200 | |
| 3 | Ap max | 0,05 x D | 120 | – | 432 | fz | 0,081 | 0,098 | 0,114 | 0,141 | 0,164 | 0,184 | |
| 4 | Ap max | 0,05 x D | 90 | – | 405 | fz | 0,073 | 0,087 | 0,101 | 0,124 | 0,143 | 0,158 | |
| 5 | Ap max | 0,05 x D | 60 | – | 270 | fz | 0,065 | 0,078 | 0,091 | 0,113 | 0,131 | 0,147 | |
| 6 | Ap max | 0,05 x D | 50 | – | 202,5 | fz | 0,054 | 0,065 | 0,075 | 0,092 | 0,105 | 0,115 | |
| M | 1 | Ap max | 0,05 x D | 90 | – | 310,5 | fz | 0,081 | 0,098 | 0,114 | 0,141 | 0,164 | 0,184 |
| 2 | Ap max | 0,05 x D | 60 | – | 216 | fz | 0,065 | 0,078 | 0,091 | 0,113 | 0,131 | 0,147 | |
| 3 | Ap max | 0,05 x D | 60 | – | 189 | fz | 0,054 | 0,065 | 0,075 | 0,092 | 0,105 | 0,115 | |
| K | 1 | Ap max | 0,05 x D | 120 | – | 405 | fz | 0,097 | 0,117 | 0,134 | 0,163 | 0,185 | 0,200 |
| 2 | Ap max | 0,05 x D | 110 | – | 378 | fz | 0,081 | 0,098 | 0,114 | 0,141 | 0,164 | 0,184 | |
| 3 | Ap max | 0,05 x D | 110 | – | 351 | fz | 0,065 | 0,078 | 0,091 | 0,113 | 0,131 | 0,147 | |
| S | 1 | Ap max | 0,05 x D | 50 | – | 243 | fz | 0,081 | 0,098 | 0,114 | 0,141 | 0,164 | 0,184 |
| 2 | Ap max | 0,05 x D | 25 | – | 108 | fz | 0,043 | 0,052 | 0,060 | 0,075 | 0,087 | 0,099 | |
| 3 | Ap max | 0,05 x D | 25 | – | 108 | fz | 0,043 | 0,052 | 0,060 | 0,075 | 0,087 | 0,099 | |
| 4 | Ap max | 0,05 x D | 50 | – | 162 | fz | 0,060 | 0,072 | 0,084 | 0,104 | 0,120 | 0,135 | |
| H | 1 | Ap max | 0,05 x D | 80 | – | 378 | fz | 0,073 | 0,087 | 0,101 | 0,124 | 0,143 | 0,158 |
| 2 | Ap max | 0,05 x D | 70 | – | 324 | fz | 0,054 | 0,065 | 0,075 | 0,092 | 0,105 | 0,115 | |
HARVI II trocoidale • TCDE • Spaziatura dei vani irregolare • ae 2% di D1
| <="" td=""> | <="" td="" /> |
||||||||||||
| Side Milling (A) | KC643M | Recommended feed per tooth (fz = mm/th) for side milling (A). | |||||||||||
| A | Cutting Speed
|
D1
|
|||||||||||
| Material
|
ap | ae | Min | Max | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | ||
| P | 0 | Ap max | 0,02 x D | 150 | – | 660 | fz | 0,140 | 0,168 | 0,194 | 0,236 | 0,267 | 0,290 |
| 1 | Ap max | 0,02 x D | 150 | – | 660 | fz | 0,140 | 0,168 | 0,194 | 0,236 | 0,267 | 0,290 | |
| 2 | Ap max | 0,02 x D | 140 | – | 627 | fz | 0,140 | 0,168 | 0,194 | 0,236 | 0,267 | 0,290 | |
| 3 | Ap max | 0,02 x D | 120 | – | 528 | fz | 0,117 | 0,142 | 0,164 | 0,204 | 0,236 | 0,266 | |
| 4 | Ap max | 0,02 x D | 90 | – | 495 | fz | 0,105 | 0,126 | 0,146 | 0,180 | 0,206 | 0,228 | |
| 5 | Ap max | 0,02 x D | 60 | – | 330 | fz | 0,094 | 0,113 | 0,131 | 0,163 | 0,189 | 0,213 | |
| 6 | Ap max | 0,02 x D | 50 | – | 247,5 | fz | 0,079 | 0,095 | 0,109 | 0,133 | 0,152 | 0,166 | |
| M | 1 | Ap max | 0,02 x D | 90 | – | 379,5 | fz | 0,117 | 0,142 | 0,164 | 0,204 | 0,236 | 0,266 |
| 2 | Ap max | 0,02 x D | 60 | – | 264 | fz | 0,094 | 0,113 | 0,131 | 0,163 | 0,189 | 0,213 | |
| 3 | Ap max | 0,02 x D | 60 | – | 231 | fz | 0,079 | 0,095 | 0,109 | 0,133 | 0,152 | 0,166 | |
| K | 1 | Ap max | 0,02 x D | 120 | – | 495 | fz | 0,140 | 0,168 | 0,194 | 0,236 | 0,267 | 0,290 |
| 2 | Ap max | 0,02 x D | 110 | – | 462 | fz | 0,117 | 0,142 | 0,164 | 0,204 | 0,236 | 0,266 | |
| 3 | Ap max | 0,02 x D | 110 | – | 429 | fz | 0,094 | 0,113 | 0,131 | 0,163 | 0,189 | 0,213 | |
| S | 1 | Ap max | 0,02 x D | 50 | – | 297 | fz | 0,117 | 0,142 | 0,164 | 0,204 | 0,236 | 0,266 |
| 2 | Ap max | 0,02 x D | 25 | – | 132 | fz | 0,062 | 0,075 | 0,087 | 0,109 | 0,126 | 0,143 | |
| 3 | Ap max | 0,02 x D | 25 | – | 132 | fz | 0,062 | 0,075 | 0,087 | 0,109 | 0,126 | 0,143 | |
| 4 | Ap max | 0,02 x D | 50 | – | 198 | fz | 0,086 | 0,104 | 0,121 | 0,150 | 0,174 | 0,196 | |
| H | 1 | Ap max | 0,02 x D | 80 | – | 462 | fz | 0,105 | 0,126 | 0,146 | 0,180 | 0,206 | 0,228 |
| 2 | Ap max | 0,02 x D | 70 | – | 396 | fz | 0,079 | 0,095 | 0,109 | 0,133 | 0,152 | 0,166 | |