
B269 (~12 x D) • KCPK15 • A 型刀杆 • HP Beyond 长型钻头
HP Beyond™ 四刃带设计, 长型钻头 • 内冷 • 12 x D
Features and benefits
- HP Beyond 四刃带长型钻头,带内冷。
- 根据应用类型设计的整体硬质合金钻,用于深孔加工,在钢、铸铁,以及不锈钢材料加工中无需定心操作。
- 12 x D 长型钻头,填补了 8 x D (B256_SE) 和15 x D (B271_HP) 钻头之间的空缺。
- 标准 A 型钻杆,符合 DIN 6535 HA 标准(圆柱柄,2mm 阶梯)。
- KCPK15™ Beyond 是一种采用 TiAlN 基体材料的复合涂层材质,具有很好的热硬性。
- 极高的表面精度,确保出色的切屑排出性能,即使在低压冷却或微量润滑情况下也是如此。
Uses and application
钻孔
钻孔: 斜退刀
钻孔: 叠板
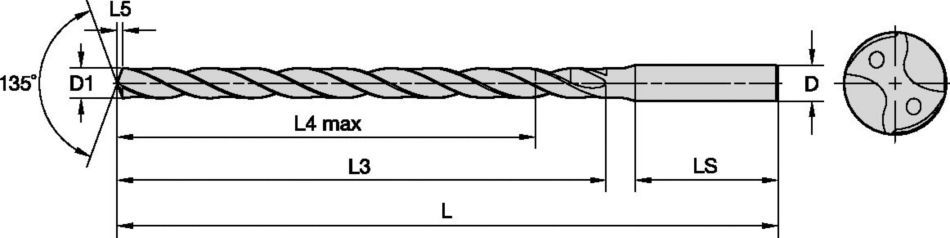
刀具尺寸: 2个排屑槽/4个刃带/冷却
DIN号码6535
钻孔 — 贯通式冷却
贯通式冷却: MQL(微量润滑): 钻孔
刀柄— 圆柱 平面度 ≤h6
螺旋角: 30°
钻孔深度 12x
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />