
RSM II • 倒圆 • 多刃 • 内冷 • 短 • 直柄 • 公制
用于精加工不锈钢和高温合金的 RSM II 整体硬质合金立铣刀
Features and benefits
- RSM II 整体硬质合金立铣刀采用不相等的排屑槽间距,实现无振颤加工。
- 偏心离隙研磨,可以实现更高的切削刃稳定性和更高的进给率。
- 专为高速剥皮铣削策略而设计,可确保在深型腔加工中获得稳定的切屑控制。
Uses and application
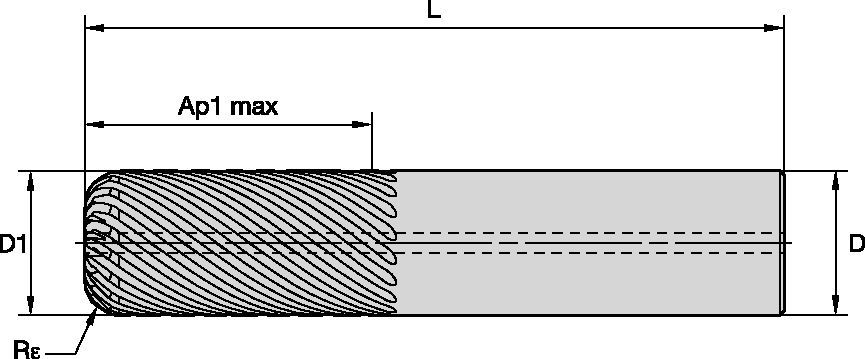
Through Coolant - Solid End Mill
Helix Angle: 36°
刀具尺寸: 排屑槽数: X (变量)
刀尖类型: 刀尖半径
侧铣/方肩铣削: 完工精加工
侧铣/方肩铣削: 精加工
 <="" td="">
<="" td="">