欢迎
请确认您的首选项
更新首选项
产品建议
Product Family suggestions
编辑解决方案
添加解决方案
解决方案名称: {{SolutionName}}- 产品
- /
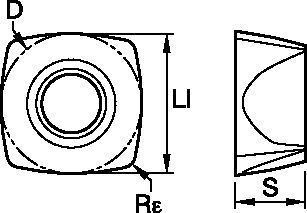
- XEPW16-D • Precision pressed insert. First Choice for machining steel and cast iron
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

XEPW16-D • Precision pressed insert. First Choice for machining steel and cast iron
铣削刀片
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
 <="" td=""> <="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | ...D41 | SC6525 | ...D41 | KCPM40 | ...D41 | KCPM40 |
| P3–P4 | ...D41 | SC6525 | …D | KCPM40 | …D | KCPM40 |
| P5–P6 | ...D41 | SP6519 | ...D41 | KCPM40 | ...D41 | KCPM40 |
| M1–M2 | ...D41 | SP6519 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| M3 | ...D41 | SP6519 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| K1–K2 | …D | KCK15 | …D | KCK15 | …D | KCPK30 |
| K3 | …D | KCPK30 | …D | KCPK30 | …D | KCPK30 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ...D41 | SP6519 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| S3 | ...D41 | SP6519 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| S4 | ...D41 | SP6519 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| H1 | …D | KCPM40 | …D | KCPM40 | …D | KCPM40 |
轴向切削深度(ap)为3,50时
| Light
|
General
|
Heavy
|
轴向切削深度(ap)为2,50时
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D41 | 0,36 | 1,15 | 1,95 | 0,26 | 0,83 | 1,38 | 0,19 | 0,62 | 1,03 | 0,17 | 0,54 | 0,89 | 0,15 | 0,49 | 0,82 | .E..D41 |
| .S..D | 0,51 | 1,30 | 2,12 | 0,37 | 0,93 | 1,50 | 0,28 | 0,70 | 1,11 | 0,24 | 0,61 | 0,97 | 0,22 | 0,55 | 0,89 | .S..D |
轴向切削深度(ap)为2,00时
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D41 | 0,30 | 0,98 | 1,66 | 0,22 | 0,71 | 1,18 | 0,17 | 0,53 | 0,88 | 0,14 | 0,46 | 0,76 | 0,13 | 0,42 | 0,70 | .E..D41 |
| .S..D | 0,44 | 1,11 | 1,80 | 0,32 | 0,80 | 1,28 | 0,24 | 0,59 | 0,95 | 0,21 | 0,52 | 0,83 | 0,19 | 0,47 | 0,76 | .S..D |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D41 | 0,40 | 1,28 | 2,18 | 0,29 | 0,92 | 1,54 | 0,21 | 0,68 | 1,14 | 0,19 | 0,60 | 0,99 | 0,17 | 0,55 | 0,91 | .E..D41 |
| .S..D | 0,57 | 1,45 | 2,37 | 0,41 | 1,04 | 1,67 | 0,31 | 0,77 | 1,24 | 0,27 | 0,67 | 1,08 | 0,25 | 0,62 | 0,99 | .S..D |
进给率指南 • 插铣 • IC 16 • fz [毫米/齿]
| Insert Geometry |  <="" td=""> <="" td=""> | Programmed Feed per Tooth (fz) | Insert Geometry | ||
| Max 13mm insert engagement (ae radial engagement) | |||||
| .E..D41 | 0,07 | 0,23 | 0,38 | .E..D41 | |
| .S..D | 0,10 | 0,25 | 0,41 | .S..D | |
| Light
|
General
|
Heavy
|
At .140 Axial Depth of Cut (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D41 | .012 | .039 | .066 | .009 | .028 | .047 | .007 | .021 | .035 | .006 | .018 | .030 | .005 | .017 | .028 | .E..D41 |
| .S..D | .017 | .043 | .070 | .012 | .031 | .050 | .009 | .023 | .037 | .008 | .020 | .032 | .007 | .019 | .030 | .S..D |
At .100 Axial Depth of Cut (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D41 | .014 | .046 | .077 | .010 | .033 | .055 | .008 | .024 | .041 | .007 | .021 | .036 | .006 | .019 | .032 | .E..D41 |
| .S..D | .020 | .051 | .083 | .015 | .036 | .059 | .011 | .027 | .044 | .009 | .024 | .038 | .009 | .022 | .035 | .S..D |
At .080 Axial Depth of Cut (ap)
| Light
|
General
|
Heavy
|
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D41 | .016 | .051 | .086 | .011 | .036 | .061 | .009 | .027 | .045 | .007 | .024 | .039 | .007 | .022 | .036 | .E..D41 |
| .S..D | .022 | .057 | .092 | .016 | .041 | .065 | .012 | .030 | .048 | .011 | .026 | .042 | .010 | .024 | .039 | .S..D |
Feed Rate Guide • Plunging • IC 16 • fz [in/tooth]
| Light
|
General
|
Heavy
|
| Insert Geometry | Programmed Feed per Tooth (fz) | Insert Geometry | ||
| Max .512" insert engagement (ae radial engagement) | ||||
| .E..D41 | .003 | .009 | .015 | .E..D41 |
| .S..D | .004 | .010 | .016 | .S..D |
推荐初始切削速度 [米/分钟]
| Material Group | GH2 | KC510M | KC522M | KC725M | KCK15 | KCPK30 | KCPM20 | KCPM40 | KCSM40 | SC3025 | SC6525 | SP6519 | X400 | X500 | |||||||||||||||||||||||||||||
| P | 1 | – | – | – | – | – | – | 395 | 340 | 325 | – | – | – | – | – | – | 545 | 475 | 445 | – | – | – | 355 | 310 | 295 | – | – | – | – | – | – | 445 | 305 | 170 | 355 | 260 | 155 | 310 | 230 | 145 | 325 | 240 | 155 |
| 2 | – | – | – | – | – | – | 330 | 290 | 240 | – | – | – | – | – | – | 335 | 305 | 275 | – | – | – | 300 | 260 | 215 | – | – | – | – | – | – | 390 | 270 | 145 | 310 | 230 | 140 | 275 | 205 | 125 | 290 | 215 | 140 | |
| 3 | – | – | – | – | – | – | 305 | 260 | 210 | – | – | – | – | – | – | 305 | 275 | 245 | – | – | – | 275 | 235 | 190 | – | – | – | – | – | – | 350 | 240 | 125 | 275 | 200 | 120 | 240 | 180 | 115 | 250 | 185 | 120 | |
| 4 | – | – | – | – | – | – | 270 | 220 | 180 | – | – | – | – | – | – | 230 | 210 | 190 | – | – | – | 245 | 205 | 160 | – | – | – | – | – | – | 250 | 175 | 95 | 210 | 150 | 90 | 180 | 130 | 85 | 190 | 145 | 90 | |
| 5 | – | – | – | – | – | – | 220 | 205 | 180 | – | – | – | – | – | – | 310 | 275 | 250 | – | – | – | 205 | 185 | 160 | 165 | 120 | 85 | – | – | – | 190 | 145 | 95 | 170 | 125 | 85 | – | – | – | 155 | 120 | 85 | |
| 6 | – | – | – | – | – | – | 200 | 150 | 120 | – | – | – | – | – | – | 190 | 160 | 0 | – | – | – | 180 | 140 | 110 | 140 | 100 | 60 | – | – | – | 170 | 120 | 70 | 145 | 100 | 60 | – | – | – | 130 | 95 | 60 | |
| M | 1 | – | – | – | – | – | – | 245 | 215 | 200 | – | – | – | – | – | – | 245 | 220 | 185 | – | – | – | 235 | 205 | 185 | 315 | 225 | 140 | – | – | – | 230 | 185 | 145 | 325 | 235 | 140 | – | – | – | 300 | 220 | 140 |
| 2 | – | – | – | – | – | – | 220 | 190 | 155 | – | – | – | – | – | – | 220 | 190 | 170 | – | – | – | 210 | 180 | 150 | 280 | 205 | 130 | – | – | – | 310 | 220 | 130 | 280 | 205 | 125 | – | – | – | 265 | 190 | 120 | |
| 3 | – | – | – | – | – | – | 170 | 145 | 115 | – | – | – | – | – | – | 175 | 155 | 140 | – | – | – | 155 | 140 | 110 | 230 | 165 | 105 | – | – | – | 250 | 180 | 110 | 235 | 170 | 100 | – | – | – | 215 | 155 | 95 | |
| K | 1 | 300 | 220 | 145 | – | – | – | 275 | 245 | 220 | – | – | – | – | – | – | 355 | 320 | 290 | – | – | – | – | – | – | – | – | – | 475 | 330 | 180 | 470 | 325 | 175 | 355 | 265 | 170 | – | – | – | 335 | 240 | 145 |
| 2 | 260 | 190 | 125 | – | – | – | 215 | 190 | 180 | – | – | – | – | – | – | 280 | 250 | 230 | – | – | – | – | – | – | – | – | – | 400 | 275 | 145 | 365 | 250 | 140 | 290 | 210 | 130 | – | – | – | 245 | 185 | 125 | |
| 3 | 220 | 175 | 120 | – | – | – | 180 | 160 | 145 | – | – | – | – | – | – | 235 | 210 | 190 | – | – | – | – | – | – | – | – | – | 330 | 230 | 125 | – | – | – | 265 | 190 | 120 | – | – | – | 205 | 160 | 115 | |
| N | 1 | 3295 | 1890 | 480 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 3295 | 1890 | 480 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 2560 | 1460 | 355 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 50 | 40 | 30 | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 40 | 35 | 75 | 55 | 35 | – | – | – | – | – | – | 65 | 50 | 30 | – | – | – | 60 | 40 | 30 |
| 2 | – | – | – | – | – | – | 50 | 40 | 30 | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 40 | 35 | 70 | 50 | 35 | – | – | – | – | – | – | 60 | 40 | 25 | – | – | – | 55 | 40 | 25 | |
| 3 | – | – | – | – | – | – | 60 | 50 | 30 | – | – | – | – | – | – | – | – | – | – | – | – | 60 | 50 | 35 | 80 | 55 | 35 | – | – | – | – | – | – | 65 | 50 | 30 | – | – | – | 60 | 50 | 30 | |
| 4 | – | – | – | – | – | – | 85 | 60 | 40 | – | – | – | – | – | – | 80 | 60 | 40 | – | – | – | 80 | 60 | 40 | 110 | 80 | 50 | – | – | – | – | – | – | 95 | 70 | 45 | – | – | – | 90 | 65 | 40 | |
| H | 1 | – | – | – | – | – | – | 145 | 110 | 85 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 115 | 85 | 55 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 95 | 70 | 40 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
Recommended Starting Speeds [SFM]
| Material Group | GH2 | KC510M | KC522M | KC725M | KCK15 | KCPK30 | KCPM20 | KCPM40 | KCSM40 | SC3025 | SC6525 | SP6519 | X400 | X500 | |||||||||||||||||||||||||||||
| P | 1 | – | – | – | – | – | – | 1295 | 1120 | 1060 | – | – | – | – | – | – | 1790 | 1555 | 1460 | – | – | – | 1165 | 1025 | 965 | – | – | – | – | – | – | 1460 | 1000 | 550 | 1165 | 845 | 510 | 1025 | 750 | 475 | 1060 | 785 | 510 |
| 2 | – | – | – | – | – | – | 1080 | 940 | 785 | – | – | – | – | – | – | 1105 | 1000 | 905 | – | – | – | 985 | 845 | 710 | – | – | – | – | – | – | 1280 | 890 | 475 | 1025 | 750 | 450 | 905 | 670 | 415 | 940 | 710 | 450 | |
| 3 | – | – | – | – | – | – | 1000 | 845 | 690 | – | – | – | – | – | – | 1000 | 905 | 805 | – | – | – | 905 | 770 | 630 | – | – | – | – | – | – | 1140 | 785 | 415 | 905 | 650 | 395 | 785 | 590 | 370 | 830 | 610 | 395 | |
| 4 | – | – | – | – | – | – | 890 | 725 | 590 | – | – | – | – | – | – | 750 | 690 | 630 | – | – | – | 805 | 670 | 535 | – | – | – | – | – | – | 830 | 570 | 310 | 690 | 490 | 295 | 590 | 430 | 275 | 630 | 475 | 295 | |
| 5 | – | – | – | – | – | – | 725 | 670 | 590 | – | – | – | – | – | – | 1025 | 905 | 830 | – | – | – | 670 | 610 | 535 | 530 | 390 | 280 | – | – | – | 630 | 475 | 310 | 550 | 415 | 275 | – | – | – | 510 | 395 | 275 | |
| 6 | – | – | – | – | – | – | 650 | 490 | 395 | – | – | – | – | – | – | 630 | 535 | 0 | – | – | – | 590 | 450 | 355 | 450 | 730 | 200 | – | – | – | 550 | 395 | 235 | 475 | 335 | 200 | – | – | – | 430 | 310 | 200 | |
| M | 1 | – | – | – | – | – | – | 805 | 710 | 650 | – | – | – | – | – | – | 805 | 725 | 610 | – | – | – | 770 | 670 | 610 | 1020 | 730 | 450 | – | – | – | 750 | 610 | 475 | 1060 | 770 | 450 | – | – | – | 985 | 725 | 450 |
| 2 | – | – | – | – | – | – | 725 | 630 | 510 | – | – | – | – | – | – | 725 | 630 | 550 | – | – | – | 690 | 590 | 490 | 910 | 675 | 415 | – | – | – | 1025 | 725 | 430 | 925 | 670 | 415 | – | – | – | 865 | 630 | 395 | |
| 3 | – | – | – | – | – | – | 550 | 475 | 370 | – | – | – | – | – | – | 570 | 510 | 450 | – | – | – | 510 | 450 | 355 | 750 | 530 | 340 | – | – | – | 830 | 590 | 355 | 770 | 550 | 335 | – | – | – | 710 | 510 | 310 | |
| K | 1 | 985 | 725 | 475 | – | – | – | 905 | 805 | 725 | – | – | – | – | – | – | 1165 | 1045 | 940 | – | – | – | – | – | – | – | – | – | 1555 | 1080 | 590 | 1535 | 1060 | 570 | 1165 | 865 | 550 | – | – | – | 1105 | 785 | 475 |
| 2 | 845 | 630 | 415 | – | – | – | 710 | 630 | 590 | – | – | – | – | – | – | 925 | 830 | 750 | – | – | – | – | – | – | – | – | – | 1320 | 905 | 475 | 1200 | 830 | 450 | 940 | 690 | 430 | – | – | – | 805 | 610 | 415 | |
| 3 | 725 | 570 | 395 | – | – | – | 590 | 535 | 475 | – | – | – | – | – | – | 770 | 690 | 630 | – | – | – | – | – | – | – | – | – | 1080 | 750 | 415 | – | – | – | 865 | 630 | 395 | – | – | – | 670 | 535 | 370 | |
| N | 1 | 10805 | 6200 | 1570 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 10805 | 6200 | 1570 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 8405 | 4780 | 1165 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 155 | 140 | 95 | – | – | – | – | – | – | – | – | – | – | – | – | 155 | 140 | 120 | 240 | 175 | 110 | – | – | – | – | – | – | 215 | 155 | 90 | – | – | – | 185 | 140 | 90 |
| 2 | – | – | – | – | – | – | 155 | 140 | 95 | – | – | – | – | – | – | – | – | – | – | – | – | 155 | 140 | 120 | 220 | 160 | 100 | – | – | – | – | – | – | 185 | 140 | 85 | – | – | – | 175 | 140 | 85 | |
| 3 | – | – | – | – | – | – | 200 | 155 | 95 | – | – | – | – | – | – | – | – | – | – | – | – | 200 | 155 | 120 | 255 | 180 | 115 | – | – | – | – | – | – | 215 | 155 | 95 | – | – | – | 200 | 155 | 95 | |
| 4 | – | – | – | – | – | – | 275 | 200 | 140 | – | – | – | – | – | – | 260 | 200 | 130 | – | – | – | 260 | 200 | 140 | 355 | 260 | 165 | – | – | – | – | – | – | 310 | 235 | 145 | – | – | – | 290 | 215 | 140 | |
| H | 1 | – | – | – | – | – | – | 475 | 355 | 275 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 370 | 275 | 180 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 310 | 235 | 140 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |