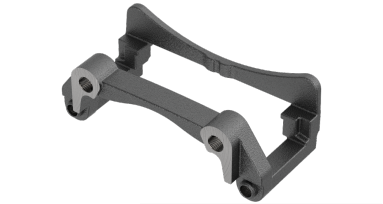
Mill 4™-12KT
切向方肩铣削


Mill 4-12KT 刀片的高强度切削刃旨在应对有挑战的应用场合、重型切削和最严重的断续切削。即使在切削“瑞士奶酪”之后,也没有明显的磨损和崩刀情况。如果您需要挑战高难度应用,那么这款切向铣刀就是您的不二之选。
观看视频以亲眼见证。

 Face Milling
(41)
Face Milling
(41)
 Shoulder Milling
(41)
Shoulder Roughing
(28)
Shoulder Square End
(13)
Shoulder Milling
(41)
Shoulder Roughing
(28)
Shoulder Square End
(13)
ISO Catalog
ANSI Catalog
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog | Grade |
|---|
Thank you for your registration, pending approval & completion of the registration, your access is currently limited. Full utilization of product search capabilities & collaboration space is available and will remain. Please allow 2 business days for registration completion.
您已注册成功,现在就可以登录并使用网站了。
You are about to leave the Solution building process.
Are you sure you want to leave?