
RSM II • Con radio • ,Multi-canal • Refrigerante interno • Corto • Mango liso • Sistema métrico
Fresa de mango de metal duro integral RSM II para acabado de acero inoxidable y aleaciones de alta temperatura
Features and benefits
- Las fresas de mango de metal duro integral RSM II cuentan con un espaciado de canal desigual para un mecanizado sin vibraciones.
- Rectificado de desahogo excéntrico para mayor estabilidad del filo y mayores avances.
- Está diseñado para utilizar estrategias de fresado por desprendimiento de alta velocidad con una formación y evacuación de virutas segura en cavidades profundas.
Uses and application
Through Coolant - Solid End Mill
Helix Angle: 36°
Dimensiones de la herramienta: Configuración del canal: X (variable)
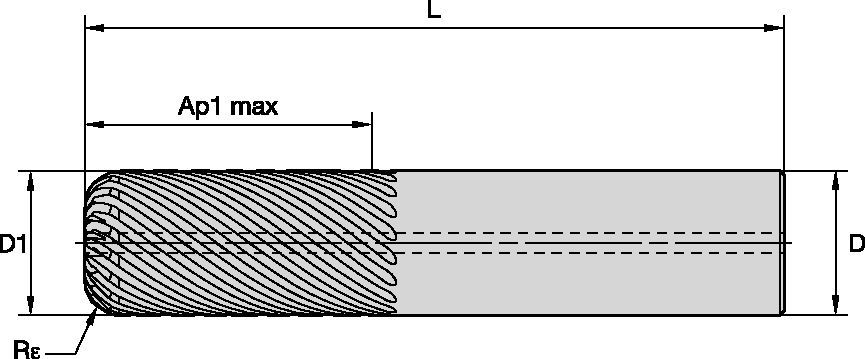
Estilo de esquina: Radio de esquina
Fresado lateral/Fresado en escuadra: Acabado de precisión
Fresado lateral/Fresado en escuadra: Acabado
 <="" td="">
<="" td="">