Le damos la bienvenida
Confirme sus preferencias
Actualizar preferencias
Sugerencias de productos
Product Family suggestions
Kennametal a su servicio
Hola, User Name
Su cuenta seleccionada:
Hay un problema con su cuenta. Por favor, póngase en contacto con el servicio de atención al cliente.
Número de cliente
Cambiar cuenta
Dirección de envío (#)
Cambiar cuenta
- Panel de control
- Gestionar pedidos
- Gestionar canales
- Libreta de direcciones
-
Notifications
Mark all as read - Cambiar contraseña
- Mi perfil
- Cerrar sesión
Artículo(s)
añadido correctamente al carrito
Ver carrito
Ver carrito
¡Frese más por menos con nuestras ofertas por tiempo limitado!
Compre ahora
Kennametal a su servicio
Artículo(s)
añadido correctamente al carrito
Ver carrito
Ver carrito
Edición de la solución
Añadiendo solución
Nombre de la solución: {{SolutionName}}- Productos
- /
- XDPT09-GP • Precision pressed. General use on alloyed steels. Good balance across all machining situations.
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
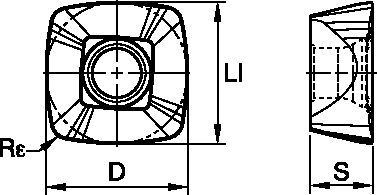
XDPT09-GP • Precision pressed. General use on alloyed steels. Good balance across all machining situations.
Milling Inserts
Features and benefits
- First choice for roughing steel and iron alloys.
| 7792 Series • IC09 • Insert Selection Guide | ||||||
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
 <="" td=""> <="" td=""> | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1-P2 | ...M41 | KCPM40 | …M41 | KCPM40 | …GP | KCPM40 |
| P3-P4 | ...M41 | KCPM40 | …D411 | SP6519 | …D41 | KCPM40 |
| P5-P6 | ...M41 | KCPM40 | ...D41 | SP6519 | ...D41 | X500 |
| M1-M2 | ...M41 | KCSM40 | ...D411 | KCSM40 | ...D41 | KCSM40 |
| M3 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| K1-K2 | …M | KCK20B | …M | KCK20B | …D | KCPK30 |
| K3 | …M | KCK20B | …M | KCK20B | …D | KCPK30 |
| N1-N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1-S2 | ...M41 | X500 | ...D411 | KCSM40 | ...D41 | KCSM40 |
| S3 | ...M41 | X500 | ...D411 | KCSM40 | ...D41 | KCSM40 |
| S4 | ...M41 | X500 | ...D411 | KCSM40 | ...D41 | KCSM40 |
| H1 | …M | KCKP10 | …M | KCKP10 | …D | KCPM40 |
Con profundidad de corte axial de 1,50 (ap)
| 7792 Series • IC09 • Recommended Starting Feeds [mm/th] | |||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||
| DOC | 30% | 40–100% | |||||
| (mm) | L | M | H | L | M | H | |
| .S..D | 1,5 | 0,25 | 0,55 | 0,88 | 0,23 | 0,50 | 0,80 |
| .S..D | 1,1 | 0,30 | 0,64 | 1,02 | 0,27 | 0,59 | 0,93 |
| .S..D | 0,9 | 0,33 | 0,71 | 1,12 | 0,30 | 0,64 | 1,03 |
| .E..D41 | 1,5 | 0,18 | 0,50 | 0,75 | 0,16 | 0,46 | 0,69 |
| .E..D41 | 1,1 | 0,21 | 0,58 | 0,87 | 0,19 | 0,53 | 0,80 |
| .E..D41 | 0,9 | 0,23 | 0,64 | 0,96 | 0,21 | 0,59 | 0,88 |
| .E..D411 | 1,5 | 0,18 | 0,50 | 0,75 | 0,16 | 0,46 | 0,69 |
| .E..D411 | 1,1 | 0,21 | 0,58 | 0,87 | 0,19 | 0,53 | 0,80 |
| .E..D411 | 0,9 | 0,23 | 0,64 | 0,96 | 0,21 | 0,59 | 0,88 |
| .S..GP | 1,5 | 0,25 | 0,55 | 0,89 | 0,23 | 0,51 | 0,81 |
| .S..GP | 1,1 | 0,30 | 0,64 | 1,03 | 0,27 | 0,59 | 0,94 |
| .S..GP | 0,9 | 0,33 | 0,71 | 1,14 | 0,30 | 0,65 | 1,04 |
| .S...M | 1,5 | 0,25 | 0,55 | 0,88 | 0,23 | 0,50 | 0,80 |
| .S...M | 1,1 | 0,30 | 0,64 | 1,02 | 0,27 | 0,59 | 0,93 |
| .S..M | 0,9 | 0,33 | 0,71 | 1,12 | 0,30 | 0,64 | 1,03 |
| .E..M41 | 1,5 | 0,18 | 0,50 | 0,75 | 0,16 | 0,46 | 0,69 |
| .E...M41 | 1,1 | 0,21 | 0,58 | 0,87 | 0,19 | 0,53 | 0,80 |
| .E..M41 | 0,9 | 0,23 | 0,64 | 0,96 | 0,21 | 0,59 | 0,88 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||
Con profundidad de corte axial de 1,10 (ap)
| Light
|
General
|
Heavy
|
Con profundidad de corte axial de 0,90 (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D721 | 0,35 | 1,12 | 1,98 | 0,25 | 0,79 | 1,37 | 0,19 | 0,59 | 1,01 | 0,16 | 0,51 | 0,87 | 0,15 | 0,47 | 0,80 | .E..D721 |
| .E..D41 | 0,44 | 1,28 | 1,98 | 0,32 | 0,90 | 1,37 | 0,24 | 0,67 | 1,01 | 0,21 | 0,58 | 0,87 | 0,19 | 0,53 | 0,80 | .E..D41 |
| .E..D411 | 0,44 | 1,28 | 1,98 | 0,32 | 0,90 | 1,37 | 0,24 | 0,67 | 1,01 | 0,21 | 0,58 | 0,87 | 0,19 | 0,53 | 0,80 | .E..D411 |
| .S..D | 0,64 | 1,42 | 2,35 | 0,45 | 1,00 | 1,61 | 0,34 | 0,74 | 1,18 | 0,30 | 0,64 | 1,02 | 0,27 | 0,59 | 0,93 | .S..D |
| .S..GP | 0,64 | 1,42 | 2,37 | 0,45 | 1,00 | 1,63 | 0,34 | 0,74 | 1,19 | 0,30 | 0,64 | 1,03 | 0,27 | 0,59 | 0,94 | .S..GP |
Con profundidad de corte axial de 0,50 (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D721 | 0,39 | 1,24 | 2,20 | 0,28 | 0,88 | 1,52 | 0,21 | 0,65 | 1,11 | 0,18 | 0,56 | 0,96 | 0,17 | 0,52 | 0,88 | .E..D721 |
| .E..D41 | 0,48 | 1,42 | 2,20 | 0,35 | 1,00 | 1,52 | 0,26 | 0,74 | 1,11 | 0,23 | 0,64 | 0,96 | 0,21 | 0,59 | 0,88 | .E..D41 |
| .E..D411 | 0,48 | 1,42 | 2,20 | 0,35 | 1,00 | 1,52 | 0,26 | 0,74 | 1,11 | 0,23 | 0,64 | 0,96 | 0,21 | 0,59 | 0,88 | .E..D411 |
| .S..D | 0,70 | 1,57 | 2,61 | 0,50 | 1,10 | 1,78 | 0,37 | 0,81 | 1,30 | 0,33 | 0,71 | 1,12 | 0,30 | 0,64 | 1,03 | .S..D |
| .S..GP | 0,70 | 1,58 | 2,65 | 0,50 | 1,11 | 1,80 | 0,37 | 0,82 | 1,31 | 0,33 | 0,71 | 1,14 | 0,30 | 0,65 | 1,04 | .S..GP |
Guía de avances • Vaciado • IC 09 • fz [mm/diente]
| 7792 Series • IC09 • Recommended Starting Feeds for Plunging [mm/th] | ||||
| Insert Geometry |  <="" td=""> <="" td=""> | Programmed Feed per Tooth (fz) | ||
| L | M | H | ||
| .S..D | 0,10 | 0,22 | 0,35 | |
| .E..D41 | 0,07 | 0,20 | 0,30 | |
| .E..D411 | 0,07 | 0,20 | 0,30 | |
| .S..GP | 0,10 | 0,22 | 0,35 | |
| .S..M | 0,10 | 0,22 | 0,35 | |
| .E..M41 | 0,07 | 0,20 | 0,30 | |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | ||||
| Light
|
General
|
Heavy
|
| Light
|
General
|
Heavy
|
| 7792 Series • IC09 • Recommended Starting Feeds [IPT] | |||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||
| DOC | 30% | 40–100% | |||||
| (Inch) | L | M | H | L | M | H | |
| .S..D | 0.06 | 0.010 | 0.022 | 0.035 | 0.009 | 0.020 | 0.032 |
| .S..D | 0.04 | 0.012 | 0.027 | 0.042 | 0.011 | 0.024 | 0.039 |
| .S..D | 0.03 | 0.014 | 0.031 | 0.049 | 0.013 | 0.028 | 0.044 |
| .E..D41 | 0.06 | 0.007 | 0.020 | 0.030 | 0.006 | 0.018 | 0.027 |
| .E..D41 | 0.04 | 0.009 | 0.024 | 0.036 | 0.008 | 0.022 | 0.033 |
| .E..D41 | 0.03 | 0.010 | 0.028 | 0.042 | 0.009 | 0.025 | 0.038 |
| .E..D411 | 0.06 | 0.007 | 0.020 | 0.030 | 0.006 | 0.018 | 0.027 |
| .E..D411 | 0.04 | 0.009 | 0.024 | 0.036 | 0.008 | 0.022 | 0.033 |
| .E..D411 | 0.03 | 0.010 | 0.028 | 0.042 | 0.009 | 0.025 | 0.038 |
| .S..GP | 0.06 | 0.010 | 0.022 | 0.035 | 0.009 | 0.020 | 0.032 |
| .S..GP | 0.04 | 0.012 | 0.026 | 0.042 | 0.011 | 0.024 | 0.038 |
| .S..GP | 0.03 | 0.014 | 0.030 | 0.048 | 0.013 | 0.028 | 0.044 |
| .S...M | 0.06 | 0.010 | 0.022 | 0.035 | 0.009 | 0.020 | 0.032 |
| .S...M | 0.04 | 0.012 | 0.027 | 0.042 | 0.011 | 0.024 | 0.039 |
| .S..M | 0.03 | 0.014 | 0.031 | 0.049 | 0.013 | 0.028 | 0.044 |
| .E..M41 | 0.06 | 0.007 | 0.020 | 0.030 | 0.006 | 0.018 | 0.027 |
| .E...M41 | 0.04 | 0.009 | 0.024 | 0.036 | 0.008 | 0.022 | 0.033 |
| .E..M41 | 0.03 | 0.010 | 0.028 | 0.042 | 0.009 | 0.025 | 0.038 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D721 | .015 | .047 | .083 | .010 | .033 | .057 | .008 | .024 | .042 | .007 | .021 | .036 | .006 | .019 | .033 | .E..D721 |
| .E..D41 | .018 | .053 | .083 | .013 | .038 | .057 | .010 | .028 | .042 | .009 | .024 | .036 | .008 | .022 | .033 | .E..D41 |
| .E..D411 | .018 | .053 | .083 | .013 | .038 | .057 | .010 | .028 | .042 | .009 | .024 | .036 | .008 | .022 | .033 | .E..D411 |
| .S..D | .026 | .059 | .098 | .019 | .041 | .067 | .014 | .031 | .049 | .012 | .027 | .042 | .011 | .024 | .039 | .S..D |
| .S..GP | .026 | .058 | .097 | .019 | .041 | .067 | .014 | .030 | .049 | .012 | .026 | .042 | .011 | .024 | .038 | .S..GP |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D721 | .017 | .054 | .097 | .012 | .038 | .066 | .009 | .028 | .048 | .008 | .024 | .042 | .007 | .022 | .038 | .E..D721 |
| .E..D41 | .021 | .062 | .097 | .015 | .043 | .066 | .011 | .032 | .048 | .010 | .028 | .042 | .009 | .025 | .038 | .E..D41 |
| .E..D411 | .021 | .062 | .097 | .015 | .043 | .066 | .011 | .032 | .048 | .010 | .028 | .042 | .009 | .025 | .038 | .E..D411 |
| .S..D | .030 | .069 | .115 | .021 | .048 | .078 | .016 | .035 | .056 | .014 | .031 | .049 | .013 | .028 | .044 | .S..D |
| .S..GP | .030 | .068 | .114 | .021 | .047 | .077 | .016 | .035 | .056 | .014 | .030 | .048 | .013 | .028 | .044 | .S..GP |
Feed Rate Guide • Plunging • IC 09 • fz [mm/tooth]
| 7792 Series • IC09 • Recommended Starting Feeds for Plunging [IPT] | ||||
| Insert Geometry | <="" td=""> | Programmed Feed per Tooth (fz) | ||
| L | M | H | ||
| .S..D | 0.004 | 0.009 | 0.014 | |
| .E..D41 | 0.003 | 0.008 | 0.012 | |
| .E..D411 | 0.003 | 0.008 | 0.012 | |
| .S..GP | 0.004 | 0.009 | 0.014 | |
| .S..M | 0.004 | 0.009 | 0.014 | |
| .E..M41 | 0.003 | 0.008 | 0.012 | |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | ||||
| Light
|
General
|
Heavy
|
Velocidades iniciales recomendadas (m/min)
| 7792 Series IC09 • Recommended Starting Speed [m/min] | ||||||||||||||||||||||||||||||||||
| Grade | KC522M | KC725M | KCK15 | KCPK30 | KCKP10 | KCK20B | KCPM40 | KCSM40 | SP6519 | X400 | X500 | |||||||||||||||||||||||
| Chip Thickness hex mm | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 330 | 285 | 270 | 260 | 230 | 215 | – | – | – | 455 | 395 | 370 | 300 | 295 | 260 | – | – | – | 295 | 260 | 245 | 350 | 320 | 300 | 295 | 215 | 130 | 260 | 190 | 120 | 270 | 200 | 130 |
| 2 | 275 | 240 | 200 | 220 | 190 | 160 | – | – | – | 280 | 255 | 230 | 310 | 275 | 240 | – | – | – | 250 | 215 | 180 | 300 | 270 | 220 | 260 | 190 | 115 | 230 | 170 | 105 | 240 | 280 | 115 | |
| 3 | 255 | 215 | 175 | 200 | 170 | 140 | – | – | – | 255 | 230 | 205 | 275 | 240 | 205 | – | – | – | 230 | 195 | 160 | 280 | 240 | 195 | 230 | 165 | 100 | 200 | 150 | 95 | 210 | 155 | 100 | |
| 4 | 225 | 185 | 150 | 180 | 150 | 120 | – | – | – | 225 | 185 | 160 | 240 | 205 | 160 | – | – | – | 205 | 170 | 135 | 240 | 205 | 165 | 175 | 125 | 75 | 150 | 110 | 70 | 160 | 120 | 75 | |
| 5 | 185 | 170 | 150 | 150 | 135 | 120 | – | – | – | 190 | 170 | 150 | 205 | 160 | 125 | – | – | – | 170 | 155 | 135 | 200 | 180 | 160 | 140 | 105 | 70 | – | – | – | 130 | 100 | 70 | |
| 6 | 165 | 125 | 100 | 130 | 100 | 80 | – | – | – | 160 | 135 | 110 | 160 | 125 | 110 | – | – | – | 150 | 115 | 90 | 180 | 140 | 100 | 120 | 85 | 50 | – | – | – | 110 | 80 | 50 | |
| M | 1 | 205 | 180 | 165 | 170 | 150 | 135 | – | – | – | 205 | 185 | 155 | – | – | – | – | – | – | 195 | 170 | 155 | 260 | 210 | 185 | 270 | 195 | 115 | – | – | – | 250 | 185 | 115 |
| 2 | 185 | 160 | 130 | 155 | 130 | 110 | – | – | – | 185 | 160 | 140 | – | – | – | – | – | – | 175 | 150 | 125 | 235 | 180 | 145 | 235 | 170 | 105 | – | – | – | 220 | 160 | 100 | |
| 3 | 140 | 120 | 95 | 115 | 100 | 80 | – | – | – | 145 | 130 | 115 | – | – | – | – | – | – | 130 | 115 | 90 | 175 | 145 | 110 | 195 | 140 | 85 | – | – | – | 180 | 130 | 80 | |
| K | 1 | 230 | 205 | 185 | – | – | – | 420 | 385 | 340 | 295 | 265 | 240 | 410 | 330 | 240 | 360 | 290 | 245 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 180 | 160 | 150 | – | – | – | 335 | 295 | 275 | 235 | 210 | 190 | 280 | 245 | 190 | 280 | 230 | 195 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 150 | 135 | 120 | – | – | – | 280 | 250 | 230 | 195 | 175 | 160 | 240 | 195 | 160 | 210 | 175 | 140 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 50 | 40 | 25 | 55 | 40 | 20 | – | – | – | 45 | 35 | 25 |
| 2 | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 55 | 40 | 25 | 45 | 35 | 20 | – | – | – | 45 | 30 | 20 | |
| 3 | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | 65 | 45 | 30 | 55 | 40 | 25 | – | – | – | 50 | 40 | 25 | |
| 4 | 50 | 45 | 35 | 50 | 45 | 30 | – | – | – | 50 | 45 | 35 | – | – | – | – | – | – | 55 | 50 | 35 | 75 | 60 | 40 | 80 | 55 | 35 | – | – | – | 60 | 50 | 35 | |
| H | 1 | 120 | 90 | 70 | – | – | – | – | – | – | – | – | – | 140 | 110 | 90 | – | – | – | – | – | – | – | – | – | – | – | – | 95 | 70 | 45 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 80 | 60 | 35 | – | – | – | |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||||||||||||||
| 7792 Series IC09 • Recommended Starting Speed [SFM] | ||||||||||||||||||||||||||||||||||
| Grade | KC522M | KC725M | KCK15 | KCPK30 | KCKP10 | KCK20B | KCPM40 | KCSM40 | SP6519 | X400 | X500 | |||||||||||||||||||||||
| Chip Thickness hex Inch | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 1085 | 935 | 885 | 855 | 755 | 705 | – | – | – | 1495 | 1295 | 1215 | 985 | 970 | 855 | – | – | – | 970 | 855 | 805 | 1150 | 1050 | 985 | 970 | 705 | 425 | 855 | 625 | 395 | 885 | 655 | 425 |
| 2 | 900 | 785 | 655 | 720 | 625 | 525 | – | – | – | 920 | 835 | 755 | 1015 | 900 | 785 | – | – | – | 820 | 705 | 590 | 985 | 885 | 720 | 855 | 625 | 375 | 755 | 560 | 345 | 785 | 920 | 375 | |
| 3 | 835 | 705 | 575 | 655 | 560 | 460 | – | – | – | 835 | 755 | 675 | 900 | 785 | 675 | – | – | – | 755 | 640 | 525 | 920 | 785 | 640 | 755 | 540 | 330 | 655 | 490 | 310 | 690 | 510 | 330 | |
| 4 | 740 | 605 | 490 | 590 | 490 | 395 | – | – | – | 740 | 605 | 525 | 785 | 675 | 525 | – | – | – | 675 | 560 | 445 | 785 | 675 | 540 | 575 | 410 | 245 | 490 | 360 | 230 | 525 | 395 | 245 | |
| 5 | 605 | 560 | 490 | 490 | 445 | 395 | – | – | – | 625 | 560 | 490 | 675 | 525 | 410 | – | – | – | 560 | 510 | 445 | 655 | 590 | 525 | 460 | 345 | 230 | – | – | – | 425 | 330 | 230 | |
| 6 | 540 | 410 | 330 | 425 | 330 | 260 | – | – | – | 525 | 445 | 360 | 525 | 410 | 360 | – | – | – | 490 | 375 | 295 | 590 | 460 | 330 | 395 | 280 | 165 | – | – | – | 360 | 260 | 165 | |
| M | 1 | 675 | 590 | 540 | 560 | 490 | 445 | – | – | – | 675 | 605 | 510 | – | – | – | – | – | – | 640 | 560 | 510 | 855 | 690 | 605 | 885 | 640 | 375 | – | – | – | 820 | 605 | 375 |
| 2 | 605 | 525 | 425 | 510 | 425 | 360 | – | – | – | 605 | 525 | 460 | – | – | – | – | – | – | 575 | 490 | 410 | 770 | 590 | 475 | 770 | 560 | 345 | – | – | – | 720 | 525 | 330 | |
| 3 | 460 | 395 | 310 | 375 | 330 | 260 | – | – | – | 475 | 425 | 375 | – | – | – | – | – | – | 425 | 375 | 295 | 575 | 475 | 360 | 640 | 460 | 280 | – | – | – | 590 | 425 | 260 | |
| K | 1 | 755 | 675 | 605 | – | – | – | 1380 | 1265 | 1115 | 970 | 870 | 785 | 1345 | 1085 | 785 | 1180 | 950 | 805 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 590 | 525 | 490 | – | – | – | 1100 | 970 | 900 | 770 | 690 | 625 | 920 | 805 | 625 | 920 | 755 | 640 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 490 | 445 | 395 | – | – | – | 920 | 820 | 755 | 640 | 575 | 525 | 785 | 640 | 525 | 690 | 575 | 460 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 165 | 130 | 80 | 180 | 130 | 65 | – | – | – | 150 | 115 | 80 |
| 2 | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 180 | 130 | 80 | 150 | 115 | 65 | – | – | – | 150 | 100 | 65 | |
| 3 | 165 | 130 | 80 | 150 | 115 | 80 | – | – | – | – | – | – | – | – | – | – | – | – | 165 | 130 | 100 | 215 | 150 | 100 | 180 | 130 | 80 | – | – | – | 165 | 130 | 80 | |
| 4 | 165 | 150 | 115 | 165 | 150 | 100 | – | – | – | 165 | 150 | 115 | – | – | – | – | – | – | 180 | 165 | 115 | 245 | 195 | 130 | 260 | 180 | 115 | – | – | – | 195 | 165 | 115 | |
| H | 1 | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | 460 | 360 | 295 | – | – | – | – | – | – | – | – | – | – | – | – | 310 | 230 | 150 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 260 | 195 | 115 | – | – | – | |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||||||||||||||