Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego
Zmień konto
Konto odbiorcy
Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
-
Powiadomienia
Oznacz wszystkie jako przeczytane - Zmień hasło
- Mój profil
- Wyloguj się
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Frezuj więcej za mniej dzięki naszym ofertom ograniczonym czasowo!
Kup teraz.
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa : {{SolutionName}}- Produkty
- /
- Ostrze kuliste KDMB do obróbki wykańczającej • Frezy trzpieniowe ze stożkową szyjką • Chwyt walcowy • Węglik spiekany • Metryczne
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

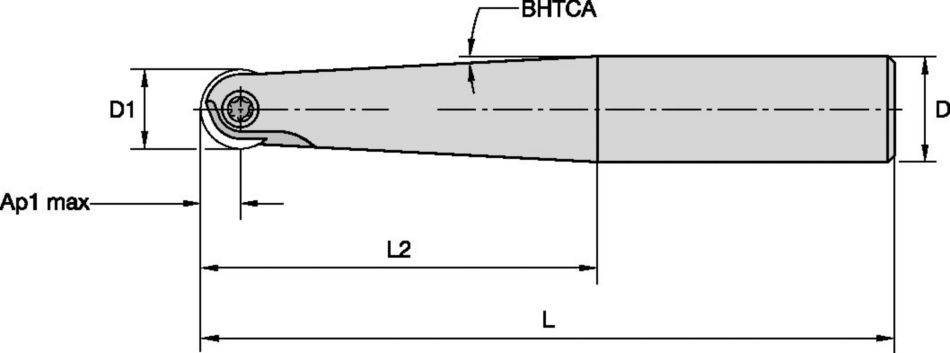
Ostrze kuliste KDMB do obróbki wykańczającej • Frezy trzpieniowe ze stożkową szyjką • Chwyt walcowy • Węglik spiekany • Metryczne
Wymienne ostrze kuliste do obróbki wykańczającej
Właściwości i zalety
- Dostępne średnice: 6–16 mm.
- Wysoka precyzja i dokładność bicia.
- Możliwość mocowania w oprawkach skurczowych, tolerancja chwytu h6.
- Odpowiednie do obróbki zgrubnej i wykańczającej.
- Wersja ze stożkową szyjką idealnie nadaje się do obróbki 5-osiowej.
Zastosowania
Ramping: Blank
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Shank - Cylindrical Plain
Pocketing
Platforma KDMB z ostrzem kulistym • 6 mm
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
 <="" td=""> <="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | – | – |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | – | – |
| M1–M2 | .E..GP | KC515M | – | – | – | – |
| M3 | .E..GP | KC515M | ||||
| K1–K2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 8 mm
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
<="" td=""> | toughness | ||||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GN | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC530M |
| M1–M2 | .E..GP | KC515M | .E..GN | KC530M | – | – |
| M3 | .E..GP | KC515M | .E..GN | KC530M | – | – |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 10 mm
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
<="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GN | KC515M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC530M |
| M1–M2 | .E..GP | KC515M | .E..GN | KC530M | .E..GN | KC530M |
| M3 | .E..GP | KC515M | .E..GN | KC530M | .E..GN | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 12 mm
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
<="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 16 mm
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
<="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 20 mm
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
<="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 25 mm
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
<="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 32 mm
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
<="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Ostrze kuliste KDMB • 6 mm
| Working Diameter (Dw) at Axial Depth of Cut (ap) | ||||
| D1 max | 3,00 | 1,50 | 0,50 | 0,25 |
| 6,00 | 6,00 | 5,20 | 3,32 | 2,40 |
Przy osiowej głębokości skrawania (ap) 3,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,34 | 0,11 | 0,15 | 0,25 | 0,09 | 0,13 | 0,22 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,20 | .E..GP |
| .E..GN | 0,17 | 0,25 | 0,34 | 0,13 | 0,19 | 0,25 | 0,11 | 0,17 | 0,22 | 0,10 | 0,16 | 0,21 | 0,10 | 0,15 | 0,20 | .E..GN |
Przy osiowej głębokości skrawania (ap) 1,50
| Light
|
General
|
Heavy
|
Przy osiowej głębokości skrawania (ap) 0,50
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,14 | 0,19 | 0,34 | 0,10 | 0,14 | 0,25 | 0,09 | 0,13 | 0,22 | 0,08 | 0,12 | 0,21 | 0,08 | 0,12 | 0,20 | .E..LD |
| .E..GP | 0,16 | 0,23 | 0,39 | 0,12 | 0,17 | 0,29 | 0,11 | 0,15 | 0,26 | 0,10 | 0,14 | 0,24 | 0,10 | 0,14 | 0,23 | .E..GP |
| .E..GN | 0,20 | 0,29 | 0,39 | 0,15 | 0,22 | 0,29 | 0,13 | 0,19 | 0,26 | 0,12 | 0,18 | 0,24 | 0,12 | 0,18 | 0,23 | .E..GN |
Przy osiowej głębokości skrawania (ap) 0,25
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,42 | 0,74 | 0,22 | 0,31 | 0,55 | 0,19 | 0,27 | 0,48 | 0,18 | 0,26 | 0,45 | 0,18 | 0,25 | 0,44 | .E..LD |
| .E..GP | 0,36 | 0,50 | 0,86 | 0,27 | 0,38 | 0,64 | 0,23 | 0,33 | 0,56 | 0,22 | 0,31 | 0,52 | 0,21 | 0,30 | 0,51 | .E..GP |
| .E..GN | 0,43 | 0,64 | 0,86 | 0,32 | 0,48 | 0,64 | 0,28 | 0,42 | 0,56 | 0,26 | 0,39 | 0,52 | 0,25 | 0,38 | 0,51 | .E..GN |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,21 | 0,30 | 0,53 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,18 | 0,32 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,36 | 0,62 | 0,19 | 0,27 | 0,46 | 0,17 | 0,24 | 0,40 | 0,16 | 0,22 | 0,38 | 0,15 | 0,22 | 0,37 | .E..GP |
| .E..GN | 0,31 | 0,46 | 0,62 | 0,23 | 0,35 | 0,46 | 0,20 | 0,30 | 0,40 | 0,19 | 0,28 | 0,38 | 0,18 | 0,28 | 0,37 | .E..GN |
Ostrze kuliste KDMB • 8 mm
| Working Diameter (Dw) at Axial Depth of Cut (ap) | ||||
| D1 max | 4,00 | 1,50 | 0,50 | 0,25 |
| 8,00 | 8,00 | 6,24 | 3,87 | 2,78 |
Przy osiowej głębokości skrawania (ap) 4,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,25 | 0,43 | 0,13 | 0,19 | 0,32 | 0,11 | 0,17 | 0,28 | 0,10 | 0,16 | 0,26 | 0,10 | 0,15 | 0,25 | .E..GN |
Przy osiowej głębokości skrawania (ap) 1,50
| Light
|
General
|
Heavy
|
Przy osiowej głębokości skrawania (ap) 0,50
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,38 | 0,11 | 0,16 | 0,28 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,26 | 0,45 | 0,14 | 0,19 | 0,34 | 0,12 | 0,17 | 0,29 | 0,11 | 0,16 | 0,27 | 0,11 | 0,15 | 0,27 | .E..GP |
| .E..GN | 0,22 | 0,33 | 0,55 | 0,16 | 0,24 | 0,41 | 0,14 | 0,21 | 0,36 | 0,13 | 0,20 | 0,33 | 0,13 | 0,20 | 0,33 | .E..GN |
Przy osiowej głębokości skrawania (ap) 0,25
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,34 | 0,48 | 0,85 | 0,25 | 0,36 | 0,63 | 0,22 | 0,31 | 0,55 | 0,21 | 0,29 | 0,51 | 0,20 | 0,29 | 0,50 | .E..LD |
| .E..GP | 0,41 | 0,58 | 1,02 | 0,31 | 0,43 | 0,76 | 0,27 | 0,38 | 0,66 | 0,25 | 0,35 | 0,62 | 0,24 | 0,34 | 0,60 | .E..GP |
| .E..GN | 0,49 | 0,74 | 1,23 | 0,37 | 0,55 | 0,92 | 0,32 | 0,48 | 0,80 | 0,30 | 0,45 | 0,75 | 0,29 | 0,44 | 0,73 | .E..GN |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,24 | 0,35 | 0,61 | 0,18 | 0,26 | 0,45 | 0,16 | 0,23 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..LD |
| .E..GP | 0,29 | 0,41 | 0,73 | 0,22 | 0,31 | 0,54 | 0,19 | 0,27 | 0,47 | 0,18 | 0,25 | 0,44 | 0,18 | 0,25 | 0,43 | .E..GP |
| .E..GN | 0,35 | 0,53 | 0,88 | 0,26 | 0,39 | 0,66 | 0,23 | 0,34 | 0,57 | 0,21 | 0,32 | 0,54 | 0,21 | 0,31 | 0,52 | .E..GN |
Ostrze kuliste KDMB • 10 mm
| Working Diameter (Dw) at Axial Depth of Cut (ap) | ||||
| D1 max | 5,00 | 2,00 | 1,00 | 0,50 |
| 10,00 | 10,00 | 8,00 | 6,00 | 4,36 |
Przy osiowej głębokości skrawania (ap) 5,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
Przy osiowej głębokości skrawania (ap) 2,00
| Light
|
General
|
Heavy
|
Przy osiowej głębokości skrawania (ap) 1,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,27 | 0,38 | 0,67 | 0,20 | 0,29 | 0,50 | 0,18 | 0,25 | 0,44 | 0,17 | 0,23 | 0,41 | 0,16 | 0,23 | 0,40 | .E..LD |
| .E..GP | 0,33 | 0,46 | 0,81 | 0,24 | 0,34 | 0,60 | 0,21 | 0,30 | 0,53 | 0,20 | 0,28 | 0,49 | 0,19 | 0,28 | 0,48 | .E..GP |
| .E..GN | 0,39 | 0,62 | 1,08 | 0,29 | 0,46 | 0,81 | 0,25 | 0,40 | 0,70 | 0,24 | 0,37 | 0,66 | 0,23 | 0,37 | 0,64 | .E..GN |
Przy osiowej głębokości skrawania (ap) 0,50
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,37 | 0,11 | 0,16 | 0,27 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,22 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,25 | 0,44 | 0,13 | 0,19 | 0,33 | 0,12 | 0,16 | 0,29 | 0,11 | 0,15 | 0,27 | 0,11 | 0,15 | 0,26 | .E..GP |
| .E..GN | 0,21 | 0,33 | 0,59 | 0,16 | 0,25 | 0,44 | 0,14 | 0,22 | 0,38 | 0,13 | 0,20 | 0,36 | 0,13 | 0,20 | 0,35 | .E..GN |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,20 | 0,28 | 0,49 | 0,15 | 0,21 | 0,37 | 0,13 | 0,18 | 0,32 | 0,12 | 0,17 | 0,30 | 0,12 | 0,17 | 0,29 | .E..LD |
| .E..GP | 0,24 | 0,33 | 0,59 | 0,18 | 0,25 | 0,44 | 0,15 | 0,22 | 0,38 | 0,14 | 0,20 | 0,36 | 0,14 | 0,20 | 0,35 | .E..GP |
| .E..GN | 0,28 | 0,45 | 0,78 | 0,21 | 0,33 | 0,58 | 0,18 | 0,29 | 0,51 | 0,17 | 0,27 | 0,48 | 0,17 | 0,27 | 0,47 | .E..GN |
Ostrze kuliste KDMB • 12 mm
| Working Diameter (Dw) at Axial Depth of Cut (ap) | ||||
| D1 max | 6,00 | 2,00 | 1,00 | 0,50 |
| 12,00 | 12,00 | 8,94 | 6,63 | 4,80 |
Przy osiowej głębokości skrawania (ap) 6,00
| Light
|
General
|
Heavy
|
Przy osiowej głębokości skrawania (ap) 2,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
Przy osiowej głębokości skrawania (ap) 1,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,16 | 0,22 | 0,39 | 0,12 | 0,17 | 0,29 | 0,10 | 0,15 | 0,26 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | .E..LD |
| .E..GP | 0,19 | 0,27 | 0,47 | 0,14 | 0,20 | 0,35 | 0,12 | 0,18 | 0,31 | 0,12 | 0,16 | 0,29 | 0,11 | 0,16 | 0,28 | .E..GP |
| .E..GN | 0,23 | 0,36 | 0,63 | 0,17 | 0,27 | 0,47 | 0,15 | 0,23 | 0,41 | 0,14 | 0,22 | 0,38 | 0,14 | 0,21 | 0,38 | .E..GN |
| .E..HC | 0,23 | 0,45 | 0,79 | 0,17 | 0,34 | 0,59 | 0,15 | 0,29 | 0,51 | 0,14 | 0,27 | 0,48 | 0,14 | 0,27 | 0,47 | .E..HC |
Przy osiowej głębokości skrawania (ap) 0,50
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,42 | 0,74 | 0,22 | 0,31 | 0,55 | 0,19 | 0,27 | 0,48 | 0,18 | 0,26 | 0,45 | 0,18 | 0,25 | 0,44 | .E..LD |
| .E..GP | 0,36 | 0,50 | 0,88 | 0,27 | 0,38 | 0,66 | 0,23 | 0,33 | 0,57 | 0,22 | 0,31 | 0,54 | 0,21 | 0,30 | 0,53 | .E..GP |
| .E..GN | 0,43 | 0,67 | 1,18 | 0,32 | 0,50 | 0,88 | 0,28 | 0,44 | 0,77 | 0,26 | 0,41 | 0,72 | 0,25 | 0,40 | 0,70 | .E..GN |
| .E..HC | 0,43 | 0,84 | 1,48 | 0,32 | 0,63 | 1,10 | 0,28 | 0,55 | 0,96 | 0,26 | 0,51 | 0,89 | 0,25 | 0,50 | 0,88 | .E..HC |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,21 | 0,30 | 0,53 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,18 | 0,32 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,36 | 0,64 | 0,19 | 0,27 | 0,48 | 0,17 | 0,24 | 0,41 | 0,16 | 0,22 | 0,39 | 0,15 | 0,22 | 0,38 | .E..GP |
| .E..GN | 0,31 | 0,48 | 0,85 | 0,23 | 0,36 | 0,64 | 0,20 | 0,32 | 0,55 | 0,19 | 0,30 | 0,52 | 0,18 | 0,29 | 0,51 | .E..GN |
| .E..HC | 0,31 | 0,61 | 1,07 | 0,23 | 0,45 | 0,79 | 0,20 | 0,40 | 0,69 | 0,19 | 0,37 | 0,65 | 0,18 | 0,36 | 0,63 | .E..HC |
Ostrze kuliste KDMB • 16 mm
| Working Diameter (Dw) at Axial Depth of Cut (ap) | ||||
| D1 max | 8,00 | 3,00 | 1,50 | 0,75 |
| 16,00 | 16,00 | 12,49 | 9,33 | 6,76 |
Przy osiowej głębokości skrawania (ap) 8,00
| Light
|
General
|
Heavy
|
Przy osiowej głębokości skrawania (ap) 3,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
Przy osiowej głębokości skrawania (ap) 1,50
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,38 | 0,11 | 0,16 | 0,28 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,26 | 0,45 | 0,14 | 0,19 | 0,34 | 0,12 | 0,17 | 0,29 | 0,11 | 0,16 | 0,27 | 0,11 | 0,15 | 0,27 | .E..GP |
| .E..GN | 0,22 | 0,34 | 0,60 | 0,16 | 0,26 | 0,45 | 0,14 | 0,22 | 0,39 | 0,13 | 0,21 | 0,37 | 0,13 | 0,2 | 0,36 | .E..GN |
| .E..HC | 0,22 | 0,43 | 0,75 | 0,16 | 0,32 | 0,56 | 0,14 | 0,28 | 0,49 | 0,13 | 0,26 | 0,46 | 0,13 | 0,26 | 0,45 | .E..HC |
Przy osiowej głębokości skrawania (ap) 0,75
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,28 | 0,40 | 0,7 | 0,21 | 0,30 | 0,52 | 0,18 | 0,26 | 0,45 | 0,17 | 0,24 | 0,42 | 0,17 | 0,24 | 0,41 | .E..LD |
| .E..GP | 0,34 | 0,48 | 0,84 | 0,25 | 0,36 | 0,62 | 0,22 | 0,31 | 0,54 | 0,20 | 0,29 | 0,51 | 0,20 | 0,28 | 0,50 | .E..GP |
| .E..GN | 0,40 | 0,64 | 1,12 | 0,30 | 0,47 | 0,83 | 0,26 | 0,41 | 0,72 | 0,25 | 0,39 | 0,68 | 0,24 | 0,38 | 0,66 | .E..GN |
| .E..HC | 0,40 | 0,80 | 1,40 | 0,30 | 0,59 | 1,04 | 0,26 | 0,52 | 0,90 | 0,25 | 0,48 | 0,85 | 0,24 | 0,47 | 0,83 | .E..HC |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,20 | 0,29 | 0,50 | 0,15 | 0,21 | 0,38 | 0,13 | 0,19 | 0,33 | 0,12 | 0,18 | 0,31 | 0,12 | 0,17 | 0,30 | .E..LD |
| .E..GP | 0,24 | 0,34 | 0,60 | 0,18 | 0,26 | 0,45 | 0,16 | 0,22 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..GP |
| .E..GN | 0,29 | 0,46 | 0,81 | 0,22 | 0,34 | 0,60 | 0,19 | 0,30 | 0,52 | 0,18 | 0,28 | 0,49 | 0,17 | 0,27 | 0,48 | .E..GN |
| .E..HC | 0,29 | 0,58 | 1,01 | 0,22 | 0,43 | 0,75 | 0,19 | 0,37 | 0,66 | 0,18 | 0,35 | 0,61 | 0,17 | 0,34 | 0,60 | .E..HC |
Ostrze kuliste KDMB • 20 mm
| Working Diameter (Dw) at Axial Depth of Cut (ap) | ||||
| D1 max | 10,00 | 3,00 | 1,50 | 0,75 |
| 20,00 | 20,00 | 14,28 | 10,54 | 7,60 |
Przy osiowej głębokości skrawania (ap) 10,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,33 | 0,09 | 0,13 | 0,25 | 0,08 | 0,11 | 0,22 | 0,07 | 0,10 | 0,20 | 0,07 | 0,10 | 0,20 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,40 | 0,11 | 0,15 | 0,30 | 0,09 | 0,13 | 0,26 | 0,09 | 0,12 | 0,24 | 0,08 | 0,12 | 0,24 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,54 | 0,13 | 0,20 | 0,40 | 0,11 | 0,17 | 0,35 | 0,10 | 0,16 | 0,33 | 0,10 | 0,16 | 0,32 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,67 | 0,13 | 0,25 | 0,50 | 0,11 | 0,22 | 0,44 | 0,10 | 0,20 | 0,41 | 0,10 | 0,20 | 0,40 | .E..HC |
Przy osiowej głębokości skrawania (ap) 3,00
| Light
|
General
|
Heavy
|
Przy osiowej głębokości skrawania (ap) 1,50
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,31 | 0,44 | 0,89 | 0,23 | 0,33 | 0,66 | 0,20 | 0,29 | 0,57 | 0,19 | 0,27 | 0,54 | 0,19 | 0,26 | 0,53 | .E..LD |
| .E..GP | 0,37 | 0,53 | 1,06 | 0,28 | 0,40 | 0,79 | 0,24 | 0,34 | 0,69 | 0,23 | 0,32 | 0,64 | 0,22 | 0,32 | 0,63 | .E..GP |
| .E..GN | 0,45 | 0,71 | 1,43 | 0,33 | 0,53 | 1,06 | 0,29 | 0,46 | 0,92 | 0,27 | 0,43 | 0,86 | 0,27 | 0,42 | 0,84 | .E..GN |
| .E..HC | 0,45 | 0,89 | 1,79 | 0,33 | 0,66 | 1,32 | 0,29 | 0,57 | 1,15 | 0,27 | 0,54 | 1,07 | 0,27 | 0,53 | 1,05 | .E..HC |
Przy osiowej głębokości skrawania (ap) 0,75
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,17 | 0,23 | 0,47 | 0,12 | 0,18 | 0,35 | 0,11 | 0,15 | 0,31 | 0,10 | 0,14 | 0,29 | 0,10 | 0,14 | 0,28 | .E..LD |
| .E..GP | 0,20 | 0,28 | 0,56 | 0,15 | 0,21 | 0,42 | 0,13 | 0,18 | 0,37 | 0,12 | 0,17 | 0,34 | 0,12 | 0,17 | 0,34 | .E..GP |
| .E..GN | 0,24 | 0,37 | 0,75 | 0,18 | 0,28 | 0,56 | 0,16 | 0,24 | 0,49 | 0,15 | 0,23 | 0,46 | 0,14 | 0,22 | 0,45 | .E..GN |
| .E..HC | 0,24 | 0,47 | 0,94 | 0,18 | 0,35 | 0,70 | 0,16 | 0,31 | 0,61 | 0,15 | 0,29 | 0,57 | 0,14 | 0,28 | 0,56 | .E..HC |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,22 | 0,32 | 0,64 | 0,17 | 0,24 | 0,48 | 0,15 | 0,21 | 0,41 | 0,14 | 0,19 | 0,39 | 0,13 | 0,19 | 0,38 | .E..LD |
| .E..GP | 0,27 | 0,38 | 0,77 | 0,20 | 0,29 | 0,57 | 0,18 | 0,25 | 0,50 | 0,16 | 0,23 | 0,47 | 0,16 | 0,23 | 0,46 | .E..GP |
| .E..GN | 0,32 | 0,51 | 1,02 | 0,24 | 0,38 | 0,76 | 0,21 | 0,33 | 0,66 | 0,20 | 0,31 | 0,62 | 0,19 | 0,30 | 0,61 | .E..GN |
| .E..HC | 0,32 | 0,64 | 1,28 | 0,24 | 0,48 | 0,95 | 0,21 | 0,41 | 0,83 | 0,20 | 0,39 | 0,78 | 0,19 | 0,38 | 0,76 | .E..HC |
Ostrze kuliste KDMB • 25 mm
| Working Diameter (Dw) at Axial Depth of Cut (ap) | ||||
| D1 max | 12,50 | 5,00 | 2,00 | 1,00 |
| 25,00 | 25,00 | 20,00 | 13,56 | 9,80 |
Przy osiowej głębokości skrawania (ap) 12,50
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
Przy osiowej głębokości skrawania (ap) 5,00
| Light
|
General
|
Heavy
|
Przy osiowej głębokości skrawania (ap) 2,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,37 | 0,11 | 0,16 | 0,27 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,22 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,25 | 0,44 | 0,13 | 0,19 | 0,33 | 0,12 | 0,16 | 0,29 | 0,11 | 0,15 | 0,27 | 0,11 | 0,15 | 0,26 | .E..GP |
| .E..GN | 0,21 | 0,33 | 0,59 | 0,16 | 0,25 | 0,44 | 0,14 | 0,22 | 0,38 | 0,13 | 0,20 | 0,36 | 0,13 | 0,20 | 0,35 | .E..GN |
| .E..HC | 0,21 | 0,42 | 0,73 | 0,16 | 0,31 | 0,55 | 0,14 | 0,27 | 0,48 | 0,13 | 0,26 | 0,45 | 0,13 | 0,25 | 0,44 | .E..HC |
Przy osiowej głębokości skrawania (ap) 1,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,22 | 0,31 | 0,54 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,19 | 0,33 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,37 | 0,65 | 0,20 | 0,28 | 0,48 | 0,17 | 0,24 | 0,42 | 0,16 | 0,23 | 0,40 | 0,16 | 0,22 | 0,39 | .E..GP |
| .E..GN | 0,31 | 0,49 | 0,87 | 0,23 | 0,37 | 0,65 | 0,20 | 0,32 | 0,56 | 0,19 | 0,30 | 0,53 | 0,19 | 0,29 | 0,52 | .E..GN |
| .E..HC | 0,31 | 0,62 | 1,09 | 0,23 | 0,46 | 0,81 | 0,20 | 0,40 | 0,70 | 0,19 | 0,38 | 0,66 | 0,19 | 0,37 | 0,65 | .E..HC |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,43 | 0,75 | 0,23 | 0,32 | 0,56 | 0,20 | 0,28 | 0,49 | 0,18 | 0,26 | 0,46 | 0,18 | 0,26 | 0,45 | .E..LD |
| .E..GP | 0,36 | 0,51 | 0,90 | 0,27 | 0,38 | 0,67 | 0,24 | 0,33 | 0,59 | 0,22 | 0,31 | 0,55 | 0,22 | 0,31 | 0,54 | .E..GP |
| .E..GN | 0,43 | 0,69 | 1,21 | 0,32 | 0,51 | 0,90 | 0,28 | 0,45 | 0,78 | 0,26 | 0,42 | 0,73 | 0,26 | 0,41 | 0,71 | .E..GN |
| .E..HC | 0,43 | 0,86 | 1,51 | 0,32 | 0,64 | 1,12 | 0,28 | 0,56 | 0,98 | 0,26 | 0,52 | 0,91 | 0,26 | 0,51 | 0,89 | .E..HC |
Ostrze kuliste KDMB • 32 mm
| Working Diameter (Dw) at Axial Depth of Cut (ap) | ||||
| D1 max | 16,00 | 5,00 | 2,00 | 1,00 |
| 32,00 | 32,00 | 23,24 | 15,49 | 11,14 |
Przy osiowej głębokości skrawania (ap) 16,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
Przy osiowej głębokości skrawania (ap) 5,00
| Light
|
General
|
Heavy
|
Przy osiowej głębokości skrawania (ap) 2,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,34 | 0,48 | 0,85 | 0,25 | 0,36 | 0,63 | 0,22 | 0,31 | 0,55 | 0,21 | 0,29 | 0,51 | 0,20 | 0,29 | 0,50 | .E..LD |
| .E..GP | 0,41 | 0,58 | 1,02 | 0,31 | 0,43 | 0,76 | 0,27 | 0,38 | 0,66 | 0,25 | 0,35 | 0,62 | 0,24 | 0,34 | 0,60 | .E..GP |
| .E..GN | 0,49 | 0,77 | 1,36 | 0,37 | 0,58 | 1,01 | 0,32 | 0,50 | 0,88 | 0,30 | 0,47 | 0,82 | 0,29 | 0,46 | 0,80 | .E..GN |
| .E..HC | 0,49 | 0,97 | 1,71 | 0,37 | 0,72 | 1,26 | 0,32 | 0,63 | 1,10 | 0,30 | 0,59 | 1,03 | 0,29 | 0,57 | 1,01 | .E..HC |
Przy osiowej głębokości skrawania (ap) 1,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,16 | 0,23 | 0,40 | 0,12 | 0,17 | 0,30 | 0,11 | 0,15 | 0,26 | 0,10 | 0,14 | 0,25 | 0,10 | 0,14 | 0,24 | .E..LD |
| .E..GP | 0,20 | 0,28 | 0,48 | 0,15 | 0,21 | 0,36 | 0,13 | 0,18 | 0,32 | 0,12 | 0,17 | 0,30 | 0,12 | 0,17 | 0,29 | .E..GP |
| .E..GN | 0,23 | 0,37 | 0,65 | 0,18 | 0,28 | 0,48 | 0,15 | 0,24 | 0,42 | 0,14 | 0,22 | 0,39 | 0,14 | 0,22 | 0,39 | .E..GN |
| .E..HC | 0,23 | 0,46 | 0,81 | 0,18 | 0,34 | 0,60 | 0,15 | 0,30 | 0,53 | 0,14 | 0,28 | 0,49 | 0,14 | 0,28 | 0,48 | .E..HC |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,24 | 0,35 | 0,61 | 0,18 | 0,26 | 0,45 | 0,16 | 0,23 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..LD |
| .E..GP | 0,29 | 0,41 | 0,73 | 0,22 | 0,31 | 0,54 | 0,19 | 0,27 | 0,47 | 0,18 | 0,25 | 0,44 | 0,18 | 0,25 | 0,43 | .E..GP |
| .E..GN | 0,35 | 0,55 | 0,97 | 0,26 | 0,41 | 0,73 | 0,23 | 0,36 | 0,63 | 0,21 | 0,34 | 0,59 | 0,21 | 0,33 | 0,58 | .E..GN |
| .E..HC | 0,35 | 0,69 | 1,22 | 0,26 | 0,52 | 0,91 | 0,23 | 0,45 | 0,79 | 0,21 | 0,42 | 0,74 | 0,21 | 0,41 | 0,72 | .E..HC |
Zalecane wyjściowe wartości prędkości skrawania [m/min]
| Material Group | K115M | KC505M | KC515M | KC530M | |||||||||
| P | 1 | – | – | – | – | – | – | 330 | 295 | 255 | 275 | 240 | 200 |
| 2 | – | – | – | – | – | – | 310 | 275 | 240 | 240 | 200 | 165 | |
| 3 | – | – | – | – | – | – | 275 | 240 | 200 | 200 | 185 | 165 | |
| 4 | – | – | – | 360 | 260 | 215 | 240 | 200 | 165 | 185 | 165 | 145 | |
| 5 | – | – | – | 360 | 260 | 215 | 200 | 165 | 130 | 165 | 145 | 130 | |
| 6 | – | – | – | 350 | 240 | 190 | 165 | 130 | 110 | 130 | 110 | 90 | |
| M | 1 | – | – | – | – | – | – | 330 | 275 | 240 | 275 | 220 | 185 |
| 2 | – | – | – | – | – | – | 275 | 220 | 165 | 185 | 145 | 130 | |
| 3 | – | – | – | – | – | – | 220 | 185 | 145 | 145 | 130 | 110 | |
| K | 1 | 220 | 185 | 145 | – | – | – | 440 | 330 | 220 | – | – | – |
| 2 | 185 | 145 | 110 | – | – | – | 330 | 255 | 185 | – | – | – | |
| 3 | 110 | 90 | 75 | – | – | – | 145 | 110 | 75 | – | – | – | |
| N | 1–2 | 440 | 330 | 220 | – | – | – | – | – | – | – | – | – |
| 3 | 295 | 220 | 185 | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | 90 | 70 | 50 | – | – | – | 90 | 70 | 50 | 80 | 60 | 50 | |
| H | 1 | – | – | – | 260 | 205 | 170 | 170 | 120 | 95 | – | – | – |