Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego
Zmień konto
Konto odbiorcy
Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
-
Powiadomienia
Oznacz wszystkie jako przeczytane - Zmień hasło
- Mój profil
- Wyloguj się
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Frezuj więcej za mniej dzięki naszym ofertom ograniczonym czasowo!
Kup teraz.
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa : {{SolutionName}}- Produkty
- /
- Narzędzia do obróbki skrawaniem
- /
- Frezowanie
- /
- Frezy składane
- /
- Frezy kształtowe
- /
- • Seria Rodeka™
- /
- Rodeka™ IC 10
- /
- Płytki do Rodeka™ IC 10 • RNPJ10-HD
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
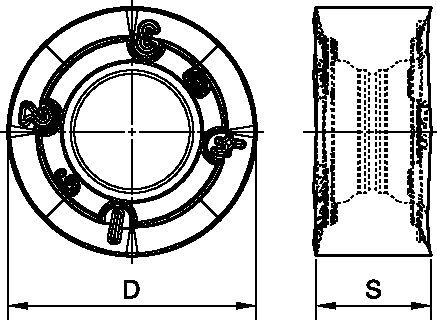
Płytki do Rodeka™ IC 10 • RNPJ10-HD
Płytki wymienne RN.J10..
Właściwości i zalety
- Geometria -HD to pierwszy wybór do ciężkiej obróbki stali o wysokiej wytrzymałości oraz żeliwa.
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
 <="" td=""> <="" td=""> | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | .E..LDJ | KC725M | .S..GD | KCPM40 | .S..HD | KCPM40 |
| P3–P4 | .S..GD | KCPK30 | .S..HD | KCPK30 | .S..HD | KCPM40 |
| P5–P6 | .E..LDJ | KC725M | .S..GDJ | KC725M | .S..HD | KC725M |
| M1–M2 | .E..LDJ | KC522M | .E..LDJ | KCSM40 | .S..GDJ | KC522M |
| M3 | .E..LDJ | KCSM40 | .S..GD | KCPM40 | .S..HD | KCPM40 |
| K1–K2 | .S..HD | KC520M | .S..HD | KC520M | .S..HD | KCK15 |
| K3 | .S..HD | KC520M | .S..HD | KCK15 | .S..HD | KCPK30 |
| N1–N2 | .F..LDJ | KC422M | .F..LDJ | KC422M | .S..GD | KC510M |
| N3 | – | – | – | – | – | – |
| S1–S2 | .E..LDJ | KC725M | .S..GDJ | KC725M | .S..HD | KC725M |
| S3 | .E..LDJ | KCSM40 | .S..GD | KCPM40 | .S..HD | KCPM40 |
| S4 | .E..LDJ | KC522M | .E..LDJ | KCSM40 | .S..GDJ | KC522M |
| H1 | .S..GD | KC510M | .S..GD | KC510M | – | – |
Przy osiowej głębokości skrawania (ap) 5,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .F..LDJ | 0,12 | 0,40 | 0,72 | 0,09 | 0,29 | 0,51 | 0,07 | 0,21 | 0,38 | 0,06 | 0,19 | 0,33 | 0,05 | 0,17 | 0,30 | .F..LDJ |
| .E..LDJ | 0,12 | 0,44 | 0,76 | 0,09 | 0,32 | 0,54 | 0,07 | 0,24 | 0,41 | 0,06 | 0,21 | 0,35 | 0,05 | 0,19 | 0,32 | .E..LDJ |
| .E..LD | 0,12 | 0,44 | 0,76 | 0,09 | 0,32 | 0,54 | 0,07 | 0,24 | 0,41 | 0,06 | 0,21 | 0,35 | 0,05 | 0,19 | 0,32 | .E..LD |
| .S..GDJ | 0,24 | 0,53 | 0,82 | 0,17 | 0,38 | 0,59 | 0,13 | 0,28 | 0,44 | 0,11 | 0,25 | 0,38 | 0,10 | 0,23 | 0,35 | .S..GDJ |
| .S..GD | 0,24 | 0,53 | 0,82 | 0,17 | 0,38 | 0,59 | 0,13 | 0,28 | 0,44 | 0,11 | 0,25 | 0,38 | 0,10 | 0,23 | 0,35 | .S..GD |
| .S..HD | 0,24 | 0,53 | 0,83 | 0,17 | 0,38 | 0,59 | 0,13 | 0,29 | 0,44 | 0,11 | 0,25 | 0,38 | 0,10 | 0,23 | 0,35 | .S..HD |
Przy osiowej głębokości skrawania (ap) 2,00
| Light
|
General
|
Heavy
|
Przy osiowej głębokości skrawania (ap) 1,00
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40%–100% | ||||||||||||
| .F..LDJ | 0,15 | 0,50 | 0,90 | 0,11 | 0,36 | 0,64 | 0,08 | 0,27 | 0,48 | 0,07 | 0,23 | 0,42 | 0,07 | 0,21 | 0,38 | .F..LDJ |
| .E..LDJ | 0,15 | 0,56 | 0,96 | 0,11 | 0,40 | 0,68 | 0,08 | 0,30 | 0,51 | 0,07 | 0,26 | 0,44 | 0,07 | 0,24 | 0,40 | .E..LDJ |
| .E..LD | 0,15 | 0,56 | 0,96 | 0,11 | 0,40 | 0,68 | 0,08 | 0,30 | 0,51 | 0,07 | 0,26 | 0,44 | 0,07 | 0,24 | 0,40 | .E..LD |
| .S..GDJ | 0,29 | 0,67 | 1,04 | 0,21 | 0,48 | 0,74 | 0,16 | 0,35 | 0,55 | 0,14 | 0,31 | 0,48 | 0,13 | 0,28 | 0,44 | .S..GDJ |
| .S..GD | 0,29 | 0,67 | 1,04 | 0,21 | 0,48 | 0,74 | 0,16 | 0,35 | 0,55 | 0,14 | 0,31 | 0,48 | 0,13 | 0,28 | 0,44 | .S..GD |
| .S..HD | 0,29 | 0,67 | 1,04 | 0,21 | 0,48 | 0,74 | 0,16 | 0,36 | 0,55 | 0,14 | 0,31 | 0,48 | 0,13 | 0,28 | 0,44 | .S..HD |
Przy osiowej głębokości skrawania (ap) 0,50
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40%–100% | ||||||||||||
| .F..LDJ | 0,29 | 0,93 | 1,71 | 0,21 | 0,66 | 1,19 | 0,15 | 0,49 | 0,88 | 0,13 | 0,43 | 0,76 | 0,12 | 0,39 | 0,70 | .F..LDJ |
| .E..LDJ | 0,29 | 1,04 | 1,83 | 0,21 | 0,74 | 1,27 | 0,15 | 0,55 | 0,93 | 0,13 | 0,48 | 0,81 | 0,12 | 0,44 | 0,74 | .E..LDJ |
| .E..LD | 0,29 | 1,04 | 1,83 | 0,21 | 0,74 | 1,27 | 0,15 | 0,55 | 0,93 | 0,13 | 0,48 | 0,81 | 0,12 | 0,44 | 0,74 | .E..LD |
| .S..GDJ | 0,55 | 1,25 | 1,98 | 0,39 | 0,88 | 1,37 | 0,29 | 0,65 | 1,01 | 0,25 | 0,57 | 0,87 | 0,23 | 0,52 | 0,80 | .S..GDJ |
| .S..GD | 0,55 | 1,25 | 1,98 | 0,39 | 0,88 | 1,37 | 0,29 | 0,65 | 1,01 | 0,25 | 0,57 | 0,87 | 0,23 | 0,52 | 0,80 | .S..GD |
| .S..HD | 0,55 | 1,26 | 1,99 | 0,39 | 0,89 | 1,38 | 0,29 | 0,66 | 1,01 | 0,25 | 0,57 | 0,88 | 0,23 | 0,52 | 0,80 | .S..HD |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40%–100% | ||||||||||||
| .F..LDJ | 0,21 | 0,67 | 1,22 | 0,15 | 0,48 | 0,86 | 0,11 | 0,36 | 0,64 | 0,10 | 0,31 | 0,55 | 0,09 | 0,29 | 0,51 | .F..LDJ |
| .E..LDJ | 0,21 | 0,75 | 1,30 | 0,15 | 0,53 | 0,92 | 0,11 | 0,40 | 0,68 | 0,10 | 0,35 | 0,59 | 0,09 | 0,32 | 0,54 | .E..LDJ |
| .E..LD | 0,21 | 0,75 | 1,30 | 0,15 | 0,53 | 0,92 | 0,11 | 0,40 | 0,68 | 0,10 | 0,35 | 0,59 | 0,09 | 0,32 | 0,54 | .E..LD |
| .S..GDJ | 0,39 | 0,89 | 1,40 | 0,28 | 0,64 | 0,99 | 0,21 | 0,47 | 0,73 | 0,18 | 0,41 | 0,63 | 0,17 | 0,38 | 0,58 | .S..GDJ |
| .S..GD | 0,39 | 0,89 | 1,40 | 0,28 | 0,64 | 0,99 | 0,21 | 0,47 | 0,73 | 0,18 | 0,41 | 0,63 | 0,17 | 0,38 | 0,58 | .S..GD |
| .S..HD | 0,39 | 0,90 | 1,41 | 0,28 | 0,64 | 0,99 | 0,21 | 0,48 | 0,73 | 0,18 | 0,41 | 0,64 | 0,17 | 0,38 | 0,58 | .S..HD |
At .200 Axial Depth of Cut (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .F..LDJ | .005 | .016 | .028 | .004 | .011 | .020 | .003 | .008 | .015 | .002 | .007 | .013 | .002 | .007 | .012 | .F..LDJ |
| .E..LDJ | .005 | .017 | .030 | .004 | .013 | .021 | .003 | .009 | .016 | .002 | .008 | .014 | .002 | .008 | .013 | .E..LDJ |
| .E..LD | .005 | .017 | .030 | .004 | .013 | .021 | .003 | .009 | .016 | .002 | .008 | .014 | .002 | .008 | .013 | .E..LD |
| .S..GDJ | .009 | .021 | .032 | .007 | .015 | .023 | .005 | .011 | .017 | .004 | .010 | .015 | .004 | .009 | .014 | .S..GDJ |
| .S..GD | .009 | .021 | .032 | .007 | .015 | .023 | .005 | .011 | .017 | .004 | .010 | .015 | .004 | .009 | .014 | .S..GD |
| .S..HD | .009 | .021 | .033 | .007 | .015 | .023 | .005 | .011 | .017 | .004 | .010 | .015 | .004 | .009 | .014 | .S..HD |
At .070 Axial Depth of Cut (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .F..LDJ | .006 | .021 | .037 | .005 | .015 | .027 | .003 | .011 | .020 | .003 | .010 | .017 | .003 | .009 | .016 | .F..LDJ |
| .E..LDJ | .006 | .023 | .040 | .005 | .016 | .028 | .003 | .012 | .021 | .003 | .011 | .018 | .003 | .010 | .017 | .E..LDJ |
| .E..LD | .006 | .023 | .040 | .005 | .016 | .028 | .003 | .012 | .021 | .003 | .011 | .018 | .003 | .010 | .017 | .E..LD |
| .S..GDJ | .012 | .027 | .043 | .009 | .019 | .030 | .007 | .014 | .022 | .006 | .013 | .019 | .005 | .012 | .018 | .S..GDJ |
| .S..GD | .012 | .027 | .043 | .009 | .019 | .030 | .007 | .014 | .022 | .006 | .013 | .019 | .005 | .012 | .018 | .S..GD |
| .S..HD | .012 | .028 | .043 | .009 | .020 | .031 | .007 | .015 | .023 | .006 | .013 | .020 | .005 | .012 | .018 | .S..HD |
At .040 Axial Depth of Cut (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .F..LDJ | .011 | .037 | .067 | .008 | .026 | .047 | .006 | .019 | .034 | .005 | .017 | .030 | .005 | .015 | .027 | .F..LDJ |
| .E..LDJ | .011 | .041 | .072 | .008 | .029 | .050 | .006 | .021 | .037 | .005 | .019 | .032 | .005 | .017 | .029 | .E..LDJ |
| .E..LD | .011 | .041 | .072 | .008 | .029 | .050 | .006 | .021 | .037 | .005 | .019 | .032 | .005 | .017 | .029 | .E..LD |
| .S..GDJ | .021 | .048 | .077 | .015 | .034 | .053 | .011 | .025 | .039 | .010 | .022 | .034 | .009 | .020 | .031 | .S..GDJ |
| .S..GD | .021 | .048 | .077 | .015 | .034 | .053 | .011 | .025 | .039 | .010 | .022 | .034 | .009 | .020 | .031 | .S..GD |
| .S..HD | .021 | .049 | .078 | .015 | .035 | .054 | .011 | .026 | .040 | .010 | .022 | .034 | .009 | .020 | .031 | .S..HD |
At .020 Axial Depth of Cut (ap)
| Light
|
General
|
Heavy
|
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .F..LDJ | .008 | .026 | .048 | .006 | .019 | .034 | .004 | .014 | .025 | .004 | .012 | .022 | .004 | .011 | .020 | .F..LDJ |
| .E..LDJ | .008 | .029 | .051 | .006 | .021 | .036 | .004 | .016 | .027 | .004 | .014 | .023 | .004 | .012 | .021 | .E..LDJ |
| .E..LD | .008 | .029 | .051 | .006 | .021 | .036 | .004 | .016 | .027 | .004 | .014 | .023 | .004 | .012 | .021 | .E..LD |
| .S..GDJ | .015 | .035 | .054 | .011 | .025 | .038 | .008 | .018 | .028 | .007 | .016 | .025 | .007 | .015 | .023 | .S..GDJ |
| .S..GD | .015 | .035 | .054 | .011 | .025 | .038 | .008 | .018 | .028 | .007 | .016 | .025 | .007 | .015 | .023 | .S..GD |
| .S..HD | .015 | .035 | .055 | .011 | .025 | .039 | .008 | .019 | .029 | .007 | .016 | .025 | .007 | .015 | .023 | .S..HD |
Zalecane wyjściowe wartości prędkości skrawania [m/min]
| Material Group | KC422M | KC510M | KCK15 | KC520M | KCPM20 | KC522M | KC725M | KCMP30 | KCPK30 | |||||||||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 660 | 580 | 535 | 395 | 345 | 325 | 315 | 275 | 255 | 545 | 475 | 440 | 545 | 475 | 440 |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | 410 | 370 | 330 | 330 | 290 | 240 | 260 | 230 | 195 | 335 | 305 | 275 | 335 | 305 | 275 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | 370 | 330 | 305 | 305 | 255 | 215 | 240 | 205 | 170 | 305 | 275 | 250 | 305 | 275 | 250 | |
| 4 | – | – | – | 295 | 240 | 200 | – | – | – | – | – | – | 275 | 255 | 230 | 270 | 225 | 180 | 215 | 180 | 145 | 225 | 210 | 190 | 225 | 210 | 190 | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | 330 | 300 | 275 | 225 | 200 | 180 | 180 | 160 | 145 | 310 | 275 | 255 | 310 | 275 | 255 | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | 230 | 200 | 175 | 200 | 150 | 120 | 160 | 120 | 95 | 190 | 165 | - | 190 | 165 | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 270 | 240 | 205 | 245 | 215 | 200 | 205 | 180 | 165 | 250 | 220 | 190 | 250 | 220 | 190 |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | 245 | 215 | 190 | 225 | 190 | 160 | 185 | 160 | 130 | 225 | 195 | 170 | 225 | 195 | 170 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | 195 | 175 | 150 | 170 | 145 | 115 | 140 | 120 | 95 | 175 | 160 | 140 | 175 | 160 | 140 | |
| K | 1 | – | – | – | 350 | 315 | 285 | 505 | 460 | 410 | 325 | 295 | 260 | 435 | 390 | 350 | 275 | 250 | 220 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | 275 | 250 | 230 | 400 | 355 | 330 | 255 | 225 | 215 | 345 | 310 | 280 | 215 | 195 | 180 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | 235 | 205 | 190 | 335 | 300 | 275 | 215 | 190 | 170 | 290 | 255 | 240 | 180 | 160 | 145 | – | – | – | – | – | – | – | – | – | |
| N | 1 | 1285 | 1135 | 1050 | 770 | 685 | 630 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 1135 | 1050 | 915 | 695 | 640 | 585 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | 45 | 35 | 30 | 45 | 35 | 30 |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | 45 | 35 | 30 | 45 | 35 | 30 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 60 | 50 | 35 | 55 | 45 | 30 | 55 | 45 | 30 | 55 | 45 | 30 | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 85 | 60 | 45 | 75 | 55 | 35 | 75 | 55 | 35 | 75 | 55 | 35 | |
| H | 1 | – | – | – | 190 | 155 | 110 | – | – | – | – | – | – | 170 | 140 | 115 | 145 | 110 | 85 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
Recommended Starting Speeds [SFM]
| Material Group | KC422M | KC510M | KCK15 | KC520M | KCPM20 | KC522M | KC725M | KCMP30 | KCPK30 | |||||||||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 2170 | 1910 | 1760 | 1300 | 1130 | 1060 | 1030 | 900 | 840 | 1780 | 1560 | 1450 | 1780 | 1560 | 1450 |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | 1340 | 1210 | 1090 | 1080 | 950 | 790 | 860 | 760 | 640 | 1100 | 1000 | 900 | 1100 | 1000 | 900 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | 1210 | 1090 | 1000 | 1000 | 840 | 700 | 790 | 670 | 550 | 1000 | 900 | 820 | 1000 | 900 | 820 | |
| 4 | – | – | – | 960 | 780 | 660 | – | – | – | – | – | – | 910 | 840 | 760 | 890 | 730 | 590 | 710 | 590 | 470 | 740 | 690 | 620 | 740 | 690 | 620 | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | 1090 | 980 | 900 | 730 | 660 | 590 | 590 | 530 | 470 | 1020 | 910 | 830 | 1020 | 910 | 830 | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | 760 | 660 | 570 | 650 | 490 | 400 | 520 | 400 | 310 | 620 | 540 | – | 620 | 540 | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 880 | 790 | 680 | 800 | 710 | 650 | 670 | 590 | 540 | 820 | 720 | 620 | 820 | 720 | 620 |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | 800 | 700 | 620 | 730 | 620 | 520 | 610 | 520 | 430 | 730 | 640 | 550 | 730 | 640 | 550 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | 640 | 570 | 490 | 550 | 480 | 370 | 460 | 400 | 310 | 570 | 520 | 460 | 570 | 520 | 460 | |
| K | 1 | – | – | – | 1150 | 1040 | 940 | 1660 | 1510 | 1340 | 1060 | 960 | 850 | 1420 | 1280 | 1150 | 900 | 820 | 720 | – | – | – | – | – | – | 1160 | 1050 | 940 |
| 2 | – | – | – | 910 | 820 | 760 | 1310 | 1170 | 1090 | 830 | 740 | 700 | 1130 | 1010 | 920 | 710 | 640 | 590 | – | – | – | – | – | – | 920 | 830 | 760 | |
| 3 | – | – | – | 770 | 680 | 620 | 1100 | 980 | 900 | 700 | 620 | 560 | 950 | 840 | 780 | 590 | 530 | 480 | – | – | – | – | – | – | 770 | 690 | 640 | |
| N | 1 | 4220 | 3720 | 3440 | 2520 | 2240 | 2060 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 3720 | 3440 | 3000 | 2280 | 2100 | 1920 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | 140 | 120 | 100 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | 140 | 120 | 100 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 200 | 160 | 110 | 180 | 140 | 100 | 180 | 140 | 100 | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 280 | 200 | 140 | 240 | 180 | 120 | 240 | 180 | 120 | – | – | – | |
| H | 1 | – | – | – | 630 | 510 | 360 | – | – | – | – | – | – | 550 | 460 | 370 | 470 | 360 | 280 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |