
B105 (~5 x D) • K10/KC7210 • Chwyt A • Wiertła TF
Wiertła TF • Wysoka wydajność obróbki • Bez chłodziwa
Właściwości i zalety
- Wiertła TF bez chłodziwa zapewniają wysoką wydajność obróbki i doskonałą jakość wykonywanego otworu w materiałach kruchych, np. w żeliwie szarym, żeliwie sferoidalnym czy aluminium, a także w płytkich nawiertach materiałów tytanowych.
- Zależne od materiału wiertła SC z trzema krawędziami skrawającymi zapewniają wyższą prędkość posuwu w porównaniu z wiertłami dwukrawędziowymi.
- Trzy obszerne rowki zapewniające skuteczniejsze odprowadzanie wiórów.
- Trzy łysinki zapewniają lepszą jakość i prostość otworów w porównaniu z wiertłami z dwoma rowkami.
- Gatunek KC7210™ z powłoką TiAlN zapewnia większą odporność na zużycie przy zwiększonych prędkościach skrawania.
- Niepowlekany gatunek K10™ pomaga zapobiegać tworzeniu się narostu na ostrzu podczas wiercenia w stopach aluminium i stopach żaroodpornych.
Zastosowania
Drilling
Drilling: Inclined Exit
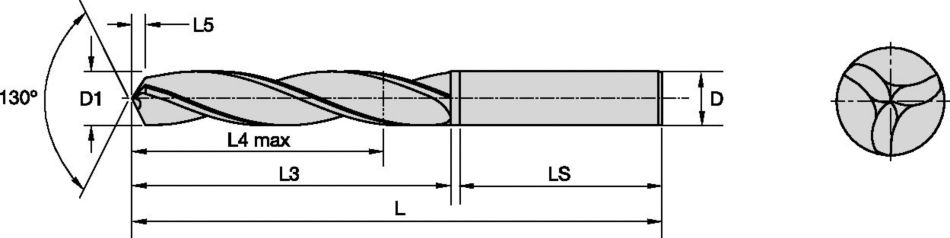
Tool Dimensions: 3flute/3margin/no cool
DIN number 6535
DIN number 6537
Flood Coolant: Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling Depth: 5x
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" /> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />