
B125 (~5 x D) • K715 • Chwyt A • Wiertła TF
Wiertła TF • Materiały tytanowe • Wewnętrzne doprowadzanie chłodziwa
Właściwości i zalety
- Wiertła TF z wewnętrznym doprowadzeniem chłodziwa do obróbki tytanu.
- Zależne od materiału wiertła SC z trzema krawędziami skrawającymi zapewniają wyższą prędkość posuwu w porównaniu z wiertłami dwukrawędziowymi.
- Trzy obszerne rowki zapewniające skuteczniejsze odprowadzanie wiórów.
- Trzy łysinki zapewniają lepszą jakość i prostość otworów w porównaniu z wiertłami z dwoma rowkami.
- Konstrukcja z wewnętrznym doprowadzaniem chłodziwa w celu uzyskania lepszego odprowadzania wiórów umożliwia obróbkę głębszych otworów i zapewnia wydajniejsze chłodzenie krawędzi skrawających oraz dłuższą trwałość narzędzia.
- Gatunek drobnoziarnistego węglika spiekanego K715 to optymalne połączenie ciągliwości i odporności na zużycie w wierceniach wykonywanych w tytanie.
Zastosowania
Drilling
Drilling: Inclined Exit
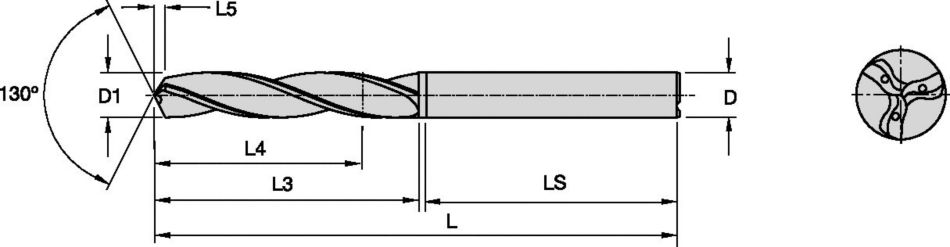
Tool Dimensions: 3flute/3margin/coolant
Drilling - Through Coolant
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" /> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />