
B222_HP (~5 x D) • KCPK15 • Chwyt typu A • Wiertła HP Beyond
Wiertła HP Beyond™ • Obróbka stali • Bez chłodziwa
Właściwości i zalety
- Wiertła HP Beyond do obróbki stali bez wewnętrznego doprowadzania chłodziwa.
- Zależne od materiału wiertła SC oferują najwyższą wydajność obróbki i największą trwałość wśród narzędzi do obróbki stali i materiałów żeliwnych bez stosowania chłodziwa lub z zewnętrznym doprowadzaniem chłodziwa.
- Połączenie w jednym narzędziu unikatowych technologii firmy Kennametal, na przykład geometrii wierzchołka HP, geometrii rowków oraz nowej technologii dla gatunku Beyond, czyni z produktów B22_HP Beyond optymalne narzędzia do produkcji masowej.
- Punkt HP pozwala na uzyskanie dużych prędkości posuwu dzięki wzrastającemu kątowi natarcia.
- Gatunek KCPK15™ Beyond odznacza się wielowarstwową powłoką na bazie TiAlN o dużej twardości na gorąco.
- Polerowane powierzchnie narzędzi zapewniają lepsze odprowadzanie wiórów, nawet w przypadku stosowania chłodziwa pod niskim ciśnieniem.
Zastosowania
Drilling
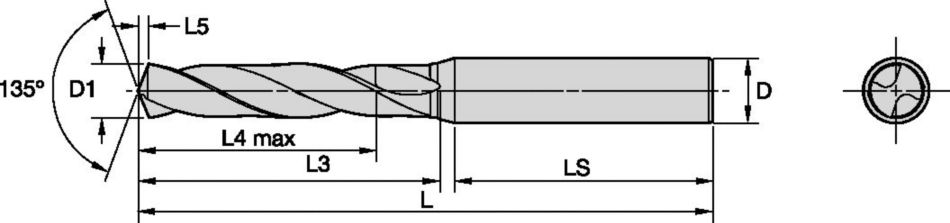
Tool Dimensions: 2flute/2margin/no cool
DIN number 6535
DIN number 6537
Drilling - No Coolant
Flood Coolant: Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />