
B256 (~8 x D) • KC7315 • Chwyt A • Wiertła SE
Czterołysinkowe wiertła SE • Obróbka stali • Wewnętrzne doprowadzanie chłodziwa
Właściwości i zalety
- Wiertła SE z 4 łysinkami do obróbki stali z wewnętrznym doprowadzaniem chłodziwa.
- Wiertła SC do określonych zastosowań to wysokowydajne rozwiązanie do wierceń w stali przy średnich wartościach L/D, które wymagają wysokiej dokładności i odpowiedniej prostości otworów w połączeniu z doskonałą wydajnością obróbki i dużą trwałością narzędzia, np. do obróbki korbowodów.
- Konstrukcja wierzchołka wiertła SE o krawędzi kształtowej zapewniającej wysokie wartości posuwu.
- Gatunek KC7315™ z wielowarstwową powłoką na bazie TiAlN o wysokiej twardości na gorąco umożliwia stosowanie o 30% wyższych prędkości skrawania i zapewnia znakomitą trwałość narzędzia.
- Cztery łysinki zapewniają lepszą prostość i osiowanie otworów podczas wiercenia otworów przelotowych.
Zastosowania
Drilling
Drilling: Inclined Exit
Drilling: Stacked Plates
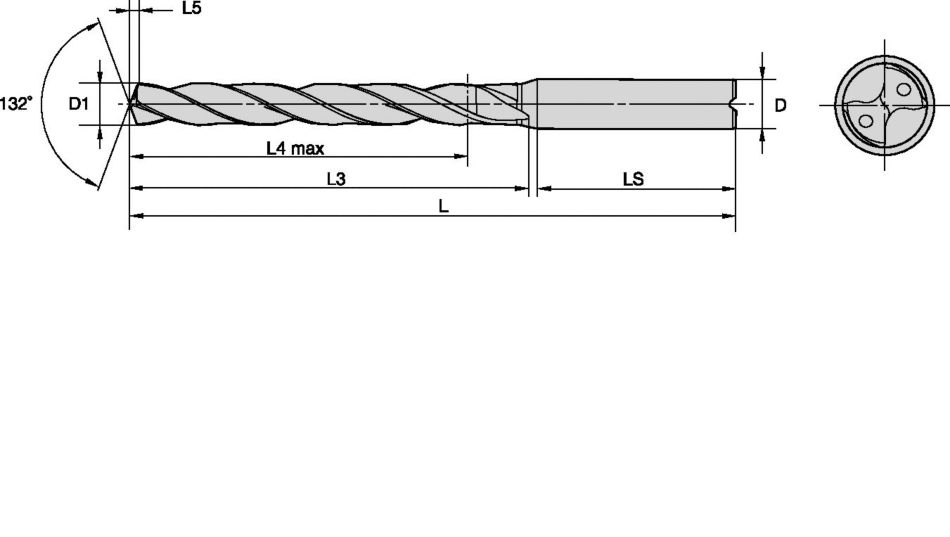
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />