
B269 (~12 x D) • KCPK15 • Chwyt typu A • Długie wiertła HP Beyond
Długie wiertła HP Beyond™ z 4 łysinkami • Wewnętrzne doprowadzanie chłodziwa • 12 x D
Właściwości i zalety
- Długie wiertła HP Beyond z 4 łysinkami i wewnętrznym doprowadzaniem chłodziwa.
- Wiertła SC do określonych zastosowań zostały opracowane do wiercenia głębokich otworów bez nawiercania wstępnego w materiałach stalowych, żeliwnych i stali nierdzewnej.
- Długie wiertła do otworów o głębokości 12 x D, wypełniające lukę między serią wierteł do otworów 8 x D (B256_SE) a 15 x D (B271_HP).
- Standardowy chwyt typu A zgodnie z normą DIN 6535 HA (okrągły, cylindryczny z krokiem 2 mm).
- Gatunek KCPK15™ Beyond odznacza się wielowarstwową powłoką na bazie TiAlN o dużej twardości na gorąco.
- Polerowane powierzchnie narzędzi zapewniają lepsze odprowadzanie wiórów, nawet w przypadku stosowania chłodziwa pod niskim ciśnieniem.
Zastosowania
Drilling
Drilling: Inclined Exit
Drilling: Stacked Plates
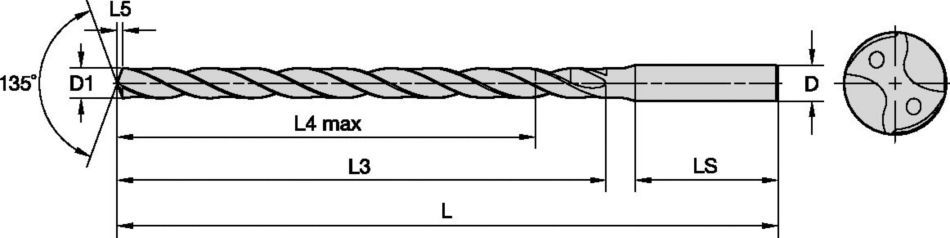
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling Depth: 12x
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />