
B291_YPL (~3 x D) • KCMS15 • Chwyt A • Wiertła Y-TECH™
Wiertła Y-TECH™ • Obróbka materiałów trudno skrawalnych • Wewnętrzne doprowadzanie chłodziwa
Właściwości i zalety
- Wiertła Y-TECH™ z wewnętrznym doprowadzaniem chłodziwa do materiałów trudno skrawalnych.
- Wiertła SC zależne od materiału i do określonych zastosowań opracowano specjalnie do obróbki stali nierdzewnej, stopów żaroodpornych i materiałów trudno skrawalnych.
- Technologia Y-TECH niewyważonych sił zredukowanych konstrukcją wiertła, która pozwala uniknąć wykruszania łysinek.
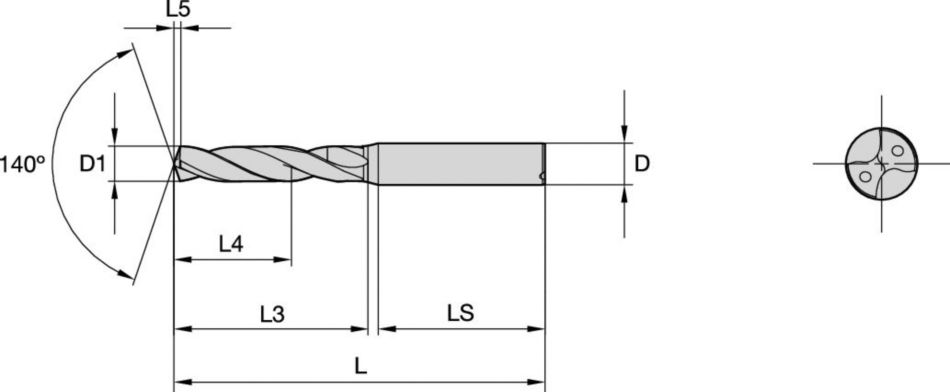
- Trzy łysinki zmniejszające wahadłowy ruch wiertła poprzez przekierowanie sił w stronę trzeciej łysinki pozwalają uzyskać wysoką dokładność otworów (cylindryczność, stała średnica i prostość otworu) również podczas obróbki stali.
- KCMS15 grade is a Monolayer PVD AlTiN coated fine grain carbide with superior surface finish. First choice for stainless steel, high-temperature resistant materials. The coating offers high hardness and excellent wear resistance as well as enhanced high-temperature properties increasing its applicability also to MQL machining of steel.
Zastosowania
Drilling
Tool Dimensions: 2flute/3margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />