Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego
Zmień konto
Konto odbiorcy
Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
-
Powiadomienia
Oznacz wszystkie jako przeczytane - Zmień hasło
- Mój profil
- Wyloguj się
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Frezuj więcej za mniej dzięki naszym ofertom ograniczonym czasowo!
Kup teraz.
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa : {{SolutionName}}- Produkty
- /
- B556A_DAL • ~3 x D
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

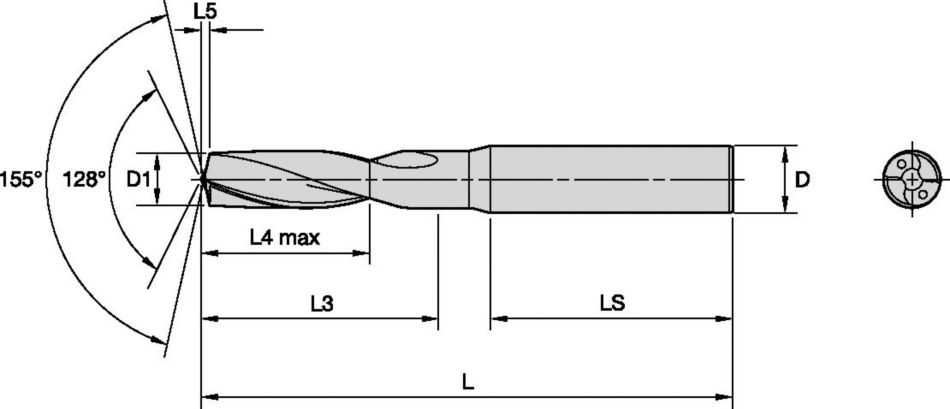
B556A_DAL • ~3 x D
Wiertła DAL • Warstwy CFRP-Ti • Wewnętrzne doprowadzanie chłodziwa
Właściwości i zalety
- Wiertła DAL do obróbki materiałów warstwowych CFRP-metal.
- Zależne od materiału wiertła SC do następujących materiałów: CFRP-Ti-Al oraz CFRP-Ti, CFRP-Al, jak również wyłącznie Ti lub Al; dwukątowa geometra wierzchołka nie powodująca powstawania zadziorów podczas wychodzenia z warstwy metalowej materiału warstwowego.
- Ostra krawędź skrawająca pozwala na równe cięcie CFRP jako górnej warstwy w materiałach warstwowych CFRP-metal.
- Średnica wiertła jest szlifowana do tolerancji k6 i pozwala na osiągnięcie tolerancji otworu H8.
- Doskonałe właściwości centrujące.
Zastosowania
Drilling
Drilling: Stacked Plates
Drilling: Convex
Tool Dimensions: 2flute/2margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Helix Angle: 15°
Drilling Depth: 3x
| Tolerance • Inch | ||
| nominal size range | D1 tolerance k6 | D tolerance h6 |
|
|
.0000/.0004 | .0000/-.0003 |
|
|
.0000/.0004 | .0000/-.0004 |
|
|
.0000/.0005 | .0000/-.0004 |
|
|
.0000/.0006 | .0000/-.0005 |
| Tolerance • Metric | ||
| nominal size range | D1 tolerance k6 | D tolerance h6 |
|
|
0,001/0,009 | 0,000/-0,008 |
|
|
0,001/0,010 | 0,000/-0,009 |
|
|
0,001/0,012 | 0,000/-0,011 |
|
|
0,002/0,015 | 0,000/-0,013 |
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 15 | 80 | 120 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 |
| 3 | 10 | 10 | 15 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| 4 | 10 | 15 | 25 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 50 | 260 | 390 | IPR | .000–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 |
| 3 | 30 | 30 | 50 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| 4 | 30 | 50 | 80 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Material
|
Min | Starting Value | Max | 3.0 | 4.0 | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | ||
| C | 2 | 15 | 80 | 120 | mm/dev | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
| 3 | 10 | 10 | 15 | mm/dev | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| 4 | 10 | 15 | 25 | mm/dev | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 15 | 120 | 150 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 |
| 3 | 10 | 15 | 25 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| 4 | 10 | 25 | 50 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 50 | 390 | 490 | IPR | .000–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 |
| 3 | 30 | 50 | 80 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| 4 | 30 | 80 | 160 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Material
|
Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| N | 1 | 120 | 230 | 450 | mm/ot. | 0.12
|
0.13
|
0.15
|
0.19
|
0.26
|
0.31
|
0.41
|
0.44
|
| 2 | 120 | 220 | 350 | mm/ot. | 0.13
|
0.14
|
0.16
|
0.20
|
0.28
|
0.33
|
0.44
|
0.48
|
|
| 3 | 100 | 180 | 400 | mm/ot. | 0.13
|
0.14
|
0.16
|
0.20
|
0.28
|
0.33
|
0.44
|
0.48
|
|
| 4 | 100 | 130 | 300 | mm/ot. | 0.10
|
0.12
|
0.14
|
0.16
|
0.18
|
0.20
|
0.24
|
0.28
|
|
| C | 2 | 15 | 120 | 150 | mm/ot. | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
| 3 | 10 | 15 | 25 | mm/ot. | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| 4 | 10 | 25 | 50 | mm/ot. | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| Material
|
Cutting Speed
|
Inch | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 230 | 360 | 460 | IPR | .001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| Material
|
<="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||
| Cutting Speed
|
Metric | ||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 70 | 110 | 140 | mm/r | 0.03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||
| Cutting Speed
|
Metric | ||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 70 | 110 | 140 | mm/tr | 0.03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0,02–0,08 | 0,03–0,10 | 0,04–0,12 | 0,05–0,16 | 0,05–0,18 | 0,06–0,20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 100 | 220 | 270 | mm/r | 0,14–0,23 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| 3 | 90 | 180 | 230 | mm/r | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 | |
| 4 | 90 | 130 | 200 | mm/r | 0,10–0,18 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0,03-0,10 | 0,04-0,12 | 0,05-0,15 | 0,05-0,18 | 0,06-0,21 | 0,07-0,23 |
| 3 | 10 | 13 | 20 | mm/r | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| 4 | 10 | 20 | 40 | mm/r | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| Material
|
Cutting Speed
|
Inch | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| S | 4 | 30 | 40 | 70 | IPR | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 |
| N | 1 | 330 | 750 | 890 | IPR | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 |
| 2 | 330 | 720 | 890 | IPR | .006–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.017 | .013–.021 | |
| 3 | 300 | 590 | 750 | IPR | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 | |
| 4 | 300 | 430 | 660 | IPR | .004–.007 | .006–.011 | .008–.013 | .009–.014 | .011–.016 | .013–.019 | |
| C | 4 | 230 | 360 | 460 | IPR | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | .003-.009 |
| 4 | 30 | 40 | 70 | IPR | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| 4 | 30 | 70 | 130 | IPR | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 |
| 2 | 100 | 220 | 270 | mm/r | 0.14~0.23 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| 3 | 90 | 180 | 230 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 | |
| 4 | 90 | 130 | 200 | mm/r | 0.10~0.18 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0.03~0.10 | 0.04~0.12 | 0.05~0.15 | 0.05~0.18 | 0.06~0.21 | 0.07~0.23 |
| 3 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| 4 | 10 | 20 | 40 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| Material
|
<="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 260 | 390 | 490 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| 3 | 30 | 50 | 80 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| 4 | 30 | 80 | 160 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| Material
|
<="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| Material
|
<="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| S | 4 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| N | 1 | 100 | 230 | 270 | mm/r | 0,13
|
0,14
|
0,17
|
0,21
|
0,27
|
0,33
|
0,37
|
0,43
|
| 2 | 100 | 220 | 270 | mm/r | 0,14
|
0,15
|
0,17
|
0,22
|
0,29
|
0,34
|
0,39
|
0,45
|
|
| 3 | 90 | 180 | 230 | mm/r | 0,13
|
0,14
|
0,16
|
0,20
|
0,28
|
0,33
|
0,38
|
0,44
|
|
| 4 | 90 | 130 | 200 | mm/r | 0,10
|
0,12
|
0,14
|
0,16
|
0,18
|
0,20
|
0,24
|
0,28
|
|
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 260 | 390 | 490 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| 3 | 30 | 50 | 80 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| 4 | 30 | 80 | 160 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| S | 4 | 30 | 50 | 80 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| N | 1 | 330 | 750 | 890 | IPR | .005
|
.006
|
.007
|
.008
|
.011
|
.013
|
.015
|
.017
|
| 2 | 330 | 720 | 890 | IPR | .006
|
.006
|
.007
|
.009
|
.011
|
.013
|
.015
|
.018
|
|
| 3 | 300 | 590 | 750 | IPR | .005
|
.006
|
.006
|
.008
|
.011
|
.013
|
.015
|
.017
|
|
| 4 | 300 | 430 | 660 | IPR | .004
|
.005
|
.006
|
.006
|
.007
|
.008
|
.009
|
.011
|
|
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| S | 4 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| N | 1 | 100 | 230 | 270 | mm/r | 0,13
|
0,14
|
0,17
|
0,21
|
0,27
|
0,33
|
0,37
|
0,43
|
| 2 | 100 | 220 | 270 | mm/r | 0,14
|
0,15
|
0,17
|
0,22
|
0,29
|
0,34
|
0,39
|
0,45
|
|
| 3 | 90 | 180 | 230 | mm/r | 0,13
|
0,14
|
0,16
|
0,20
|
0,28
|
0,33
|
0,38
|
0,44
|
|
| 4 | 90 | 130 | 200 | mm/r | 0,10
|
0,12
|
0,14
|
0,16
|
0,18
|
0,20
|
0,24
|
0,28
|
|