
B731_HP (Krótkie) • KCPK15 • Chwyt A • Wiertła stopniowe HP Beyond
Wiertła stopniowe HP Beyond™ • Obróbka stali i żeliwa • Wewnętrzne doprowadzanie chłodziwa
Właściwości i zalety
- Wiertła stopniowe HP Beyond do obróbki stali i żeliwa z wewnętrznym doprowadzaniem chłodziwa.
- Wiertła SC do określonych zastosowań oferują rozwiązanie jednoprzebiegowe przy obróbce stali i żeliwa w tradycyjnych rozmiarach gwintowników w celu skrócenia czasu cyklu i zwiększenia produktywności.
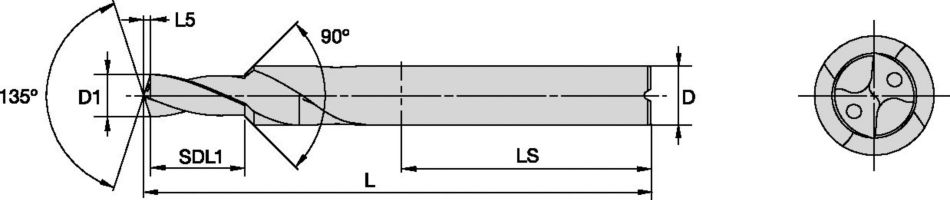
- Połączenie wiercenia i fazowania w ramach jednej operacji.
- Punkt HP pozwala na uzyskanie dużych prędkości posuwu dzięki wzrastającemu kątowi natarcia.
- Gatunek KCPK15™ Beyond odznacza się wielowarstwową powłoką na bazie TiAlN o dużej twardości na gorąco, która umożliwia uzyskanie wysokich prędkości skrawania nawet w przypadku smarowania mgłą olejową (MQL).
- Polerowane powierzchnie narzędzi zapewniają lepsze odprowadzanie wiórów, nawet w przypadku stosowania chłodziwa pod niskim ciśnieniem.
Zastosowania
Counter Sinking/ Stroke Chamfering
Drilling
Tool Dimensions: 2flute/2margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />