Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego
Zmień konto
Konto odbiorcy
Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
-
Powiadomienia
Oznacz wszystkie jako przeczytane - Zmień hasło
- Mój profil
- Wyloguj się
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Frezuj więcej za mniej dzięki naszym ofertom ograniczonym czasowo!
Kup teraz.
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa : {{SolutionName}}- Produkty
- /
- Narzędzia do obróbki skrawaniem
- /
- Uchwyty narzędziowe i adaptery
- /
- CV
- /
- Narzędzia z chwytem CV 50
- /
- BTF46 Adapters
- /
- Oprawki z mocowaniem do kołnierza stożkowego • CVF
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

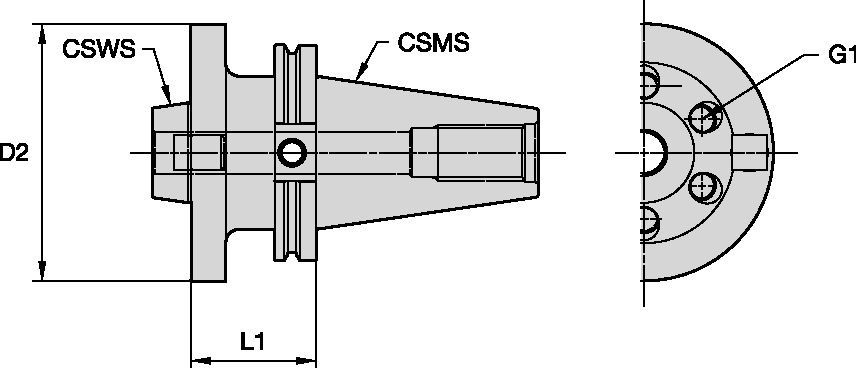
Oprawki z mocowaniem do kołnierza stożkowego • CVF
Oprawki z mocowaniem do kołnierza stożkowego • CVF
Właściwości i zalety
- Designed for demanding applications like high-temperature alloy airframe structural parts machining.
- Higher stability than any straight flange connection, adding unequaled bending moment resistance.
- Large volume coolant supply through the center to support chip evacuation and to control heat in the cutting zone.
- Specially designed drive keys for maximum torque transmission.
- Six bolts for secure mounting.
- Taper pilot ensures maximum tool stabilization.
- Not interchangeable with CVKV-Taper Face Tooling.
Zastosowania
Shank: Flange Mount
Balance - G 6.3@15,000 min -1
Through Coolant: Coolant Entry AD
48909
Insert Selection Guide
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
 <="" td=""> <="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | .S..GDH | KCSM40 | .S..GDH | KCSM40 | .S..GDH | KCSM40 |
| M1–M2 | .S..GDH | KCSM40 | .S..GDH | KCSM40 | .S..GDH | KCSM40 |
| M3 | .S..GDH | KCSM40 | .S..GDH | KCSM40 | .S..GDH | KCSM40 |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .S..GDH | KCSM40 | .S..GDH | KCSM40 | .S..GDH | KCSM40 |
| S3 | .S..GDH | KCSM40 | .S..GDH | KCSM40 | .S..GDH | KCSM40 |
| S4 | .S..GDH | KCSM40 | .S..GDH | KCSM40 | .S..GDH | KCSM40 |
| H1 | – | – | – | – | – | – |
Recommended Starting Feeds [IPT]
| Light
|
General
|
Heavy
|
| Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | |||||||||||||||||
| Material | Insert Geometry | 5% | 10% | 20% | 30% | 40–100% | Insert Geometry | ||||||||||
| P5 | .S..GDH | – | – | – | .007 | .012 | .018 | .006 | .010 | .016 | .005 | .008 | .013 | .003 | .005 | .007 | .S..GDH |
| P6 | .S..GDH | – | – | – | .007 | .010 | .015 | .006 | .009 | .013 | .005 | .007 | .011 | .003 | .004 | .006 | .S..GDH |
| M1 | .S..GDH | – | – | – | .007 | .011 | .017 | .006 | .010 | .015 | .005 | .008 | .012 | .003 | .004 | .007 | .S..GDH |
| M2 | .S..GDH | – | – | – | .007 | .011 | .017 | .006 | .010 | .015 | .005 | .008 | .012 | .003 | .004 | .007 | .S..GDH |
| M3 | .S..GDH | – | – | – | .007 | .010 | .015 | .006 | .009 | .013 | .005 | .007 | .011 | .003 | .004 | .006 | .S..GDH |
| S1 | .S..GDH | – | – | – | .007 | .008 | .012 | .006 | .007 | .011 | .005 | .006 | .009 | .003 | .003 | .005 | .S..GDH |
| S2 | .S..GDH | – | – | – | .007 | .008 | .012 | .006 | .007 | .011 | .005 | .006 | .009 | .003 | .003 | .005 | .S..GDH |
| S3 | .S..GDH | – | – | – | .007 | .009 | .014 | .006 | .008 | .012 | .005 | .007 | .010 | .003 | .004 | .006 | .S..GDH |
| S4 | .S..GDH | – | – | – | .007 | .011 | .017 | .006 | .010 | .015 | .005 | .008 | .012 | .003 | .004 | .007 | .S..GDH |
Recommended Starting Feeds [IPT]
| HARVI™ Ultra 8X • Recommended Starting Feeds [IPT] | ||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | |||||||||||
| 10% | 20% | 30% | 40–100% | |||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | |
| HARVI Ultra 8X - SNHJ....E..LEH | 0.004 | 0.007 | 0.008 | 0.003 | 0.005 | 0.006 | 0.002 | 0.004 | 0.005 | 0.002 | 0.004 | 0.005 |
| HARVI Ultra 8X - SNHJ....S..GDH | 0.005 | 0.008 | 0.010 | 0.004 | 0.006 | 0.008 | 0.003 | 0.005 | 0.007 | 0.003 | 0.005 | 0.006 |
| KSSM8+ - SNPJ…..S..GD | 0.007 | 0.015 | 0.023 | 0.005 | 0.011 | 0.017 | 0.004 | 0.009 | 0.015 | 0.004 | 0.009 | 0.014 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | ||||||||||||
Zalecane wyjściowe wartości posuwu [mm]
| Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | |||||||||||||||||
| Material | Insert Geometry | 5% | 10% | 20% | 30% | 40–100% | Insert Geometry | ||||||||||
| P5 | .S..GDH | – | – | – | 0,18 | 0,29 | 0,45 | 0,16 | 0,26 | 0,40 | 0,13 | 0,21 | 0,33 | 0,07 | 0,12 | 0,18 | .S..GDH |
| P6 | .S..GDH | – | – | – | 0,18 | 0,24 | 0,38 | 0,16 | 0,22 | 0,34 | 0,13 | 0,18 | 0,27 | 0,07 | 0,10 | 0,15 | .S..GDH |
| M1 | .S..GDH | – | – | – | 0,18 | 0,28 | 0,43 | 0,16 | 0,25 | 0,38 | 0,13 | 0,20 | 0,31 | 0,07 | 0,11 | 0,17 | .S..GDH |
| M2 | .S..GDH | – | – | – | 0,18 | 0,28 | 0,43 | 0,16 | 0,25 | 0,38 | 0,13 | 0,20 | 0,31 | 0,07 | 0,11 | 0,17 | .S..GDH |
| M3 | .S..GDH | – | – | – | 0,18 | 0,24 | 0,38 | 0,16 | 0,22 | 0,34 | 0,13 | 0,18 | 0,27 | 0,07 | 0,10 | 0,15 | .S..GDH |
| S1 | .S..GDH | – | – | – | 0,18 | 0,20 | 0,30 | 0,16 | 0,17 | 0,27 | 0,13 | 0,14 | 0,22 | 0,07 | 0,08 | 0,12 | .S..GDH |
| S2 | .S..GDH | – | – | – | 0,18 | 0,20 | 0,30 | 0,16 | 0,17 | 0,27 | 0,13 | 0,14 | 0,22 | 0,07 | 0,08 | 0,12 | .S..GDH |
| S3 | .S..GDH | – | – | – | 0,18 | 0,23 | 0,35 | 0,16 | 0,20 | 0,31 | 0,13 | 0,17 | 0,26 | 0,07 | 0,09 | 0,14 | .S..GDH |
| S4 | .S..GDH | – | – | – | 0,18 | 0,28 | 0,43 | 0,16 | 0,25 | 0,38 | 0,13 | 0,20 | 0,31 | 0,07 | 0,11 | 0,17 | .S..GDH |
| Light
|
General
|
Heavy
|
Zalecane wyjściowe wartości posuwu [mm]
| HARVI™ Ultra 8X • Recommended Starting Feeds [mm/th] | ||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | |||||||||||
| 10% | 20% | 30% | 40–100% | |||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | |
| HARVI Ultra 8X - SNHJ....E..LEH | 0.09 | 0.17 | 0.23 | 0.07 | 0.13 | 0.18 | 0.06 | 0.11 | 0.15 | 0.06 | 0.10 | 0.14 |
| HARVI Ultra 8X - SNHJ....S..GDH | 0.13 | 0.20 | 0.31 | 0.10 | 0.15 | 0.23 | 0.09 | 0.13 | 0.20 | 0.08 | 0.12 | 0.18 |
| KSSM8+ - SNPJ…..S..GD | 0,17 | 0,37 | 0,59 | 0,13 | 0,27 | 0,44 | 0,11 | 0,24 | 0,38 | 0,10 | 0,22 | 0,35 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | ||||||||||||
Recommended Starting Speeds [SFM]
| Material Group | KC725M | KCSM40 | |||||
| P | 1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
5 | 390 | 355 | 315 | 820 | 450 | 410 |
|
|
6 | 340 | 265 | 210 | 740 | 415 | 375 |
| M | 1 | 450 | 390 | 355 | 885 | 415 | 375 |
|
|
2 | 410 | 340 | 290 | 885 | 415 | 375 |
|
|
3 | 300 | 265 | 210 | 655 | 290 | 260 |
| K | 1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
| N | 1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
| S | 1 | 90 | 80 | 65 | 195 | 90 | 75 |
|
|
2 | 90 | 80 | 65 | 165 | 90 | 70 |
|
|
3 | 120 | 90 | 65 | 180 | 105 | 80 |
|
|
4 | 145 | 120 | 80 | 260 | 150 | 115 |
| H | 1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
| HARVI™ Ultra 8X • Recommended Starting Speed [SFM] | |||||||||||||||||||
| Grade | KC725M | KCK15 | KCPK30 | KCK20B | KCPM40 | KCSM40 | |||||||||||||
| Chip Thickness hex Inch | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | |||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 855 | 755 | 705 | – | – | – | 1495 | 1295 | 1215 | – | – | – | 970 | 855 | 805 | 1150 | 1050 | 985 |
| 2 | 720 | 625 | 525 | – | – | – | 920 | 835 | 755 | – | – | – | 820 | 705 | 590 | 985 | 885 | 720 | |
| 3 | 655 | 560 | 460 | – | – | – | 835 | 755 | 675 | – | – | – | 755 | 640 | 525 | 920 | 785 | 640 | |
| 4 | 590 | 490 | 395 | – | – | – | 740 | 605 | 525 | – | – | – | 675 | 560 | 445 | 785 | 675 | 540 | |
| 5 | 490 | 445 | 395 | – | – | – | 625 | 560 | 490 | – | – | – | 560 | 510 | 445 | 655 | 590 | 525 | |
| 6 | 425 | 330 | 260 | – | – | – | 525 | 445 | 360 | – | – | – | 490 | 375 | 295 | 590 | 460 | 330 | |
| M | 1 | 560 | 490 | 445 | – | – | – | 675 | 605 | 510 | – | – | – | 640 | 560 | 510 | 855 | 690 | 605 |
| 2 | 510 | 425 | 360 | – | – | – | 605 | 525 | 460 | – | – | – | 575 | 490 | 410 | 770 | 590 | 475 | |
| 3 | 375 | 330 | 260 | – | – | – | 475 | 425 | 375 | – | – | – | 425 | 375 | 295 | 575 | 475 | 360 | |
| K | 1 | – | – | – | 1380 | 1265 | 1115 | 970 | 870 | 785 | 1180 | 950 | 805 | – | – | – | – | – | – |
| 2 | – | – | – | 1100 | 970 | 900 | 770 | 690 | 625 | 920 | 755 | 640 | – | – | – | – | – | – | |
| 3 | – | – | – | 920 | 820 | 755 | 640 | 575 | 525 | 690 | 575 | 460 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 165 | 130 | 80 |
| 2 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 180 | 130 | 80 | |
| 3 | 150 | 115 | 80 | – | – | – | – | – | – | – | – | – | 165 | 130 | 100 | 215 | 150 | 100 | |
| 4 | 165 | 150 | 100 | – | – | – | 165 | 150 | 115 | – | – | – | 180 | 165 | 115 | 245 | 195 | 130 | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||
Zalecane wyjściowe wartości prędkości skrawania [m/min]
| Material Group | KC725M | KCSM40 | |||||
| P | 1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
5 | 120 | 110 | 95 | 250 | 138 | 125 |
|
|
6 | 105 | 80 | 65 | 225 | 127 | 115 |
| M | 1 | 135 | 120 | 110 | 270 | 127 | 115 |
|
|
2 | 125 | 105 | 90 | 270 | 127 | 115 |
|
|
3 | 90 | 80 | 65 | 200 | 88 | 80 |
| K | 1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
| N | 1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
| S | 1 | 30 | 25 | 20 | 60 | 25 | 23 |
|
|
2 | 30 | 25 | 20 | 50 | 23 | 21 |
|
|
3 | 35 | 30 | 20 | 55 | 26 | 24 |
|
|
4 | 45 | 35 | 25 | 80 | 39 | 35 |
| H | 1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
Zalecane wyjściowe wartości prędkości skrawania [m/min]
| HARVI™ Ultra 8X • Recommended Starting Speed [m/min] | |||||||||||||||||||
| Grade | KC725M | KCK15 | KCPK30 | KCK20B | KCPM40 | KCSM40 | |||||||||||||
| Chip Thickness hex mm | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | |||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 260 | 230 | 215 | – | – | – | 455 | 395 | 370 | – | – | – | 295 | 260 | 245 | 350 | 320 | 300 |
| 2 | 220 | 190 | 160 | – | – | – | 280 | 255 | 230 | – | – | – | 250 | 215 | 180 | 300 | 270 | 220 | |
| 3 | 200 | 170 | 140 | – | – | – | 255 | 230 | 205 | – | – | – | 230 | 195 | 160 | 280 | 240 | 195 | |
| 4 | 180 | 150 | 120 | – | – | – | 225 | 185 | 160 | – | – | – | 205 | 170 | 135 | 240 | 205 | 165 | |
| 5 | 150 | 135 | 120 | – | – | – | 190 | 170 | 150 | – | – | – | 170 | 155 | 135 | 200 | 180 | 160 | |
| 6 | 130 | 100 | 80 | – | – | – | 160 | 135 | 110 | – | – | – | 150 | 115 | 90 | 180 | 140 | 100 | |
| M | 1 | 170 | 150 | 135 | – | – | – | 205 | 185 | 155 | – | – | – | 195 | 170 | 155 | 260 | 210 | 185 |
| 2 | 155 | 130 | 110 | – | – | – | 185 | 160 | 140 | – | – | – | 175 | 150 | 125 | 235 | 180 | 145 | |
| 3 | 115 | 100 | 80 | – | – | – | 145 | 130 | 115 | – | – | – | 130 | 115 | 90 | 175 | 145 | 110 | |
| K | 1 | – | – | – | 420 | 385 | 340 | 295 | 265 | 240 | 360 | 290 | 245 | – | – | – | – | – | – |
| 2 | – | – | – | 335 | 295 | 275 | 235 | 210 | 190 | 280 | 230 | 195 | – | – | – | – | – | – | |
| 3 | – | – | – | 280 | 250 | 230 | 195 | 175 | 160 | 210 | 175 | 140 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 50 | 40 | 25 |
| 2 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 55 | 40 | 25 | |
| 3 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | 65 | 45 | 30 | |
| 4 | 50 | 45 | 30 | – | – | – | 50 | 45 | 35 | – | – | – | 55 | 50 | 35 | 75 | 60 | 40 | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||