
Fix-Perfect™ 90° • Aluminium • Frezy nasadzane • Seria HSM • Metryczne
Frezy nasadzane • Seria HSM
Właściwości i zalety
- Zapewnia doskonałą jakość powierzchni i płaskość.
- Wszystkie kieszenie są regulowane.
- Pierwszy wybór do obróbki skrawaniem z wysokimi prędkościami.
Zastosowania
Face Milling
Side Milling/Shoulder Milling: Square End
Milling - Through Coolant
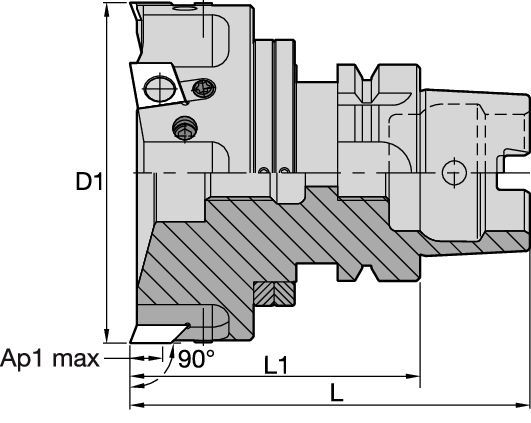
Shank - HSK DIN 69893
 <="" td="">
<="" td="">