Fix-Perfect™ • Wiper Carbide Insert • MDHX-GD4W • Light Machining
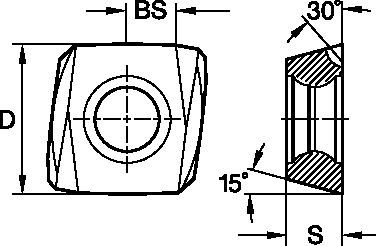
Milling Insert With Wiper Facet • Sharp Cutting Edge
Właściwości i zalety
- Milling insert for cast iron and compacted graphite iron (CGI) machining.
- High-precision periphery ground insert.
- Indexabe milling insert with four cutting edges.
 <="" td="">
<="" td="">