


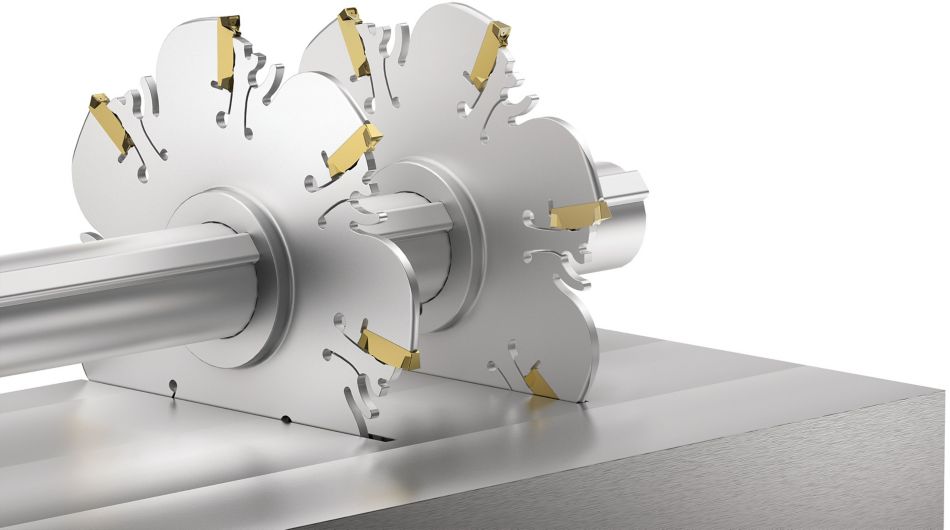

Frezy KNS® do frezowania rowków • Wzmocniony korpus • Mocowanie nasadzane • Metryczne
Frezy KNS® do frezowania rowków • Wzmocniony korpus • Mocowanie nasadzane
Właściwości i zalety
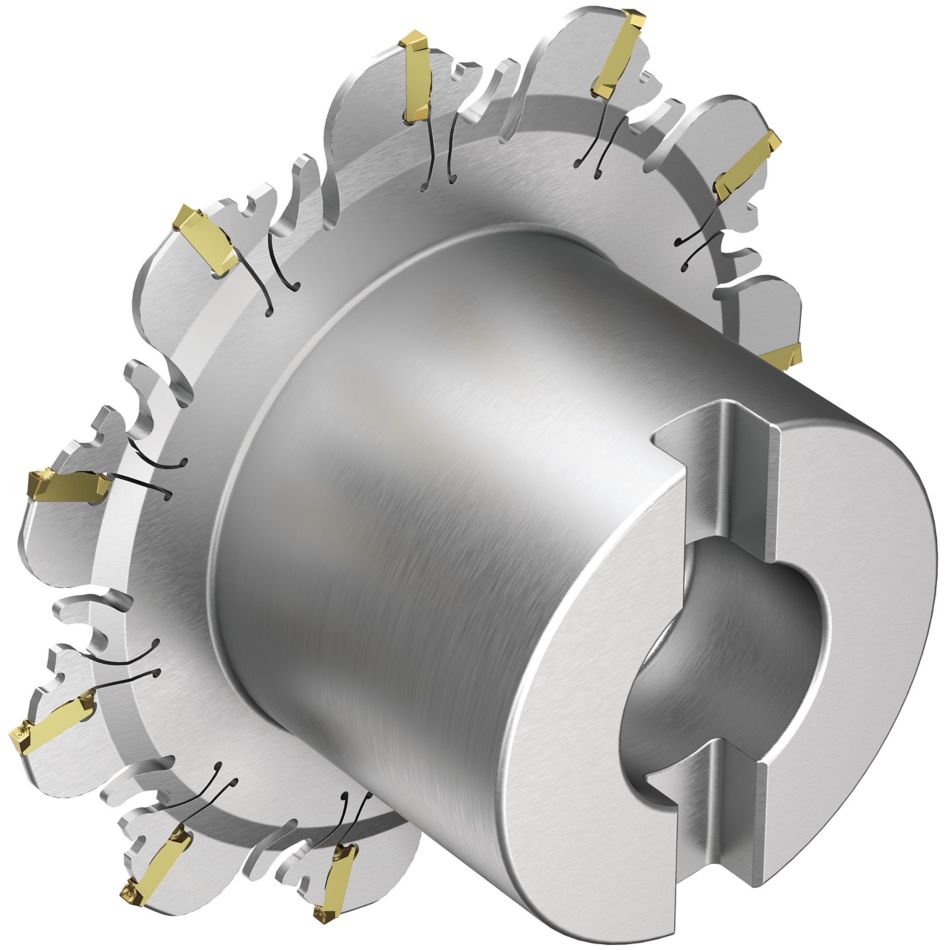
- Dwuwpustowa konstrukcja piasty do operacji wielokrotnego frezowania rowków.
- Pozytywowa geometria SGP łamacza wióra w zastosowaniach od obróbki lekkiej do ciężkiej zapewnia płynną pracę narzędzia i skuteczne odprowadzanie wiórów.
- Podwójny rowek typu V oraz gniazdo utrzymują płytkę na miejscu i minimalizują bicie promieniowe.
- Wyjątkowy mechanizm samozaciskowy zapewnia łatwą wymianę płytek.
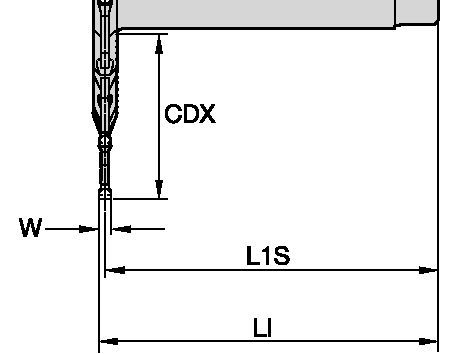
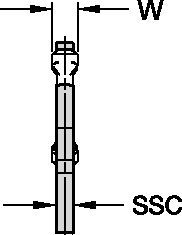
- Mocowanie nasadzane, wzmocniony korpus frezu.
Zastosowania
100055043
Slotting: Side
Side Milling/Shoulder Milling: Bottom Shouldering
 <="" td="">
<="" td="">