


GOmill™ GP • Chamfered • 3 Flutes • Weldon® Shank • Metric
General Purpose Solid Carbide End Mill
Właściwości i zalety
- Solid carbide end mill with stepped parallel shank according to DIN 6527.
- Solid carbide end mill with excellent cost-benefit ratio.
- Eccentric relief increases cutting edge stability for long tool life and high surface quality.
- Eccentric relief eases regrinding and reduces reconditioning cost.
- Center cutting for plunging and ramping operations.
Zastosowania
Plunge Milling
Ramping: Blank
Slotting: Square End
Side Milling/Shoulder Milling: Square End
DIN number 6527
Tool Dimensions: Flute Configuration: 3
Helix Angle: 30°
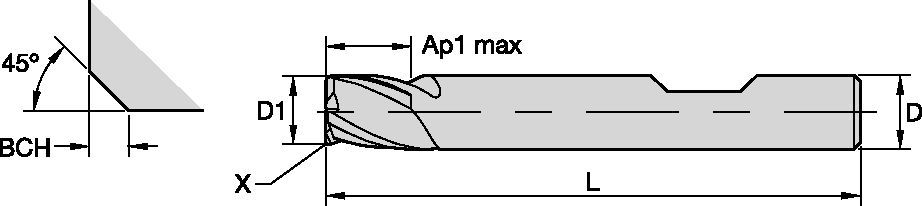
Corner Style: Corner Chamfer
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" /> <="" td="" />
<="" td="" />