K411 • KF1 • Chwyt A • Wiertła TX • ~5 x D
Wiertła TX • Obróbka otworów precyzyjnych • Wewnętrzne doprowadzanie chłodziwa
Właściwości i zalety
- TX drills with through coolant for close tolerance holes.
- Material-specific SC drill that has an X-shaped, free-cutting 130° point design and is designed for gray cast iron, nodular iron, and non-ferrous and aluminum alloy materials.
- Can run into cored holes.
- Two cutting edges with straight flutes for precise shape of the hole even if used as platform for complex step drills.
- Four-margin land design with second set of cutting margin lands improve the surface quality and achieve tight diameter tolerances.
Zastosowania
Drilling
Drilling: Inclined Entry
Drilling: Inclined Exit
Drilling: Stacked Plates
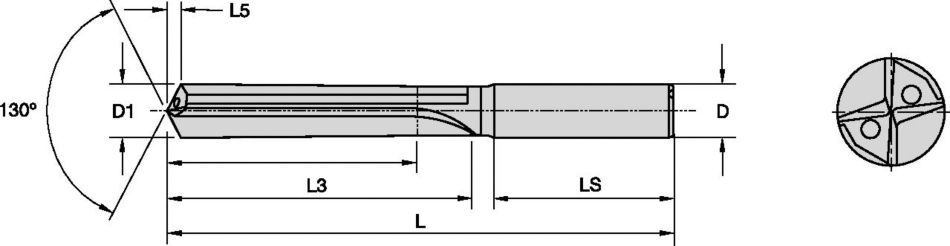
Tool Dimensions: 2flute/4margin/X/cool
Drilling - Through Coolant
Shank - Cylindrical Plain ≤h6
Helix Angle: 0°
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />