
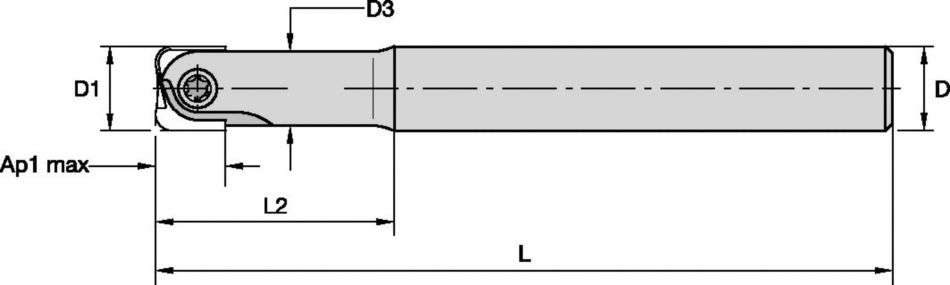
Frezy trzpieniowe KDMT do obróbki wykańczającej elementów o płaskim dnie • Frezy trzpieniowe z przewężoną szyjką • Chwyt walcowy • Stal • Metryczne
Frezy trzpieniowe do obróbki wykańczającej elementów o płaskim dnie
Właściwości i zalety
- Dostępne średnice: 12–25 mm.
- Wysoka precyzja i dokładność bicia.
- Możliwość mocowania w oprawkach skurczowych, tolerancja chwytu h6.
- Odpowiednie do obróbki zgrubnej i wykańczającej.
- Stosowane z płytkami toroidalnymi i płytkami do obróbki przy dużych wartościach posuwu.
Zastosowania
Ramping: Blank
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Shank - Cylindrical Plain
Pocketing
 <="" td="">
<="" td="">