
B285_HP (~5 x D) • Chwyt D • Wiertła HPS Beyond™
Wiertła HPS Beyond™ • Aluminium • Wewnętrzne doprowadzanie chłodziwa
Właściwości i zalety
- Wiertła HPS Beyond™ do obróbki aluminium ze smarowaniem mgłą olejową (MQL).
- Zależne od materiału wiertła SC o doskonale wypolerowanej powierzchni zapewniają lepsze odprowadzanie wiórów i brak narostu na ostrzu nawet w przypadku stosowania smarowania mgłą olejową (MQL).
- Ostra krawędź skrawająca zapewnia większą trwałość narzędzi podczas obróbki aluminium i innych materiałów nieżelaznych.
- Punkt HP pozwala na uzyskanie dużych prędkości posuwu dzięki wzrastającemu kątowi natarcia.
- Umożliwia szybkie odprowadzanie wiórów oraz wysoką wydajność obróbki.
- Powiększony nakrój z tylnego końca zgodnie z normą DIN 69090-3 (okrągły cylindryczny dla MQL), aby zapewnić optymalny przepływ chłodziwa bez przecieków.
Zastosowania
Drilling: Stacked Plates
Drilling
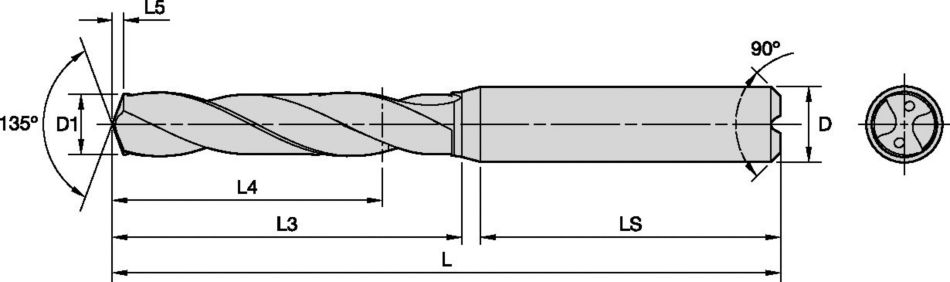
Tool Dimensions: 2flute/2margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
DIN Numbers: ER Collet
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />