Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego
Zmień konto
Konto odbiorcy
Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
-
Powiadomienia
Oznacz wszystkie jako przeczytane - Zmień hasło
- Mój profil
- Wyloguj się
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Frezuj więcej za mniej dzięki naszym ofertom ograniczonym czasowo!
Kup teraz.
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa : {{SolutionName}}- Produkty
- /
- Wiertła do nawiercania wstępnego • B505Z • K10 • Chwyt A • Wiertła do nawiercania NC bez chłodziwa
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

Wiertła do nawiercania wstępnego • B505Z • K10 • Chwyt A • Wiertła do nawiercania NC bez chłodziwa
Wiertła do nawiercania NC • Bez chłodziwa
Właściwości i zalety
- Wiertła do nawiercania NC bez wewnętrznego doprowadzania chłodziwa.
- Wiertła SC do określonych zastosowań do nawiercania przed właściwym cyklem wiercenia zapewniają większą dokładność pozycjonowania otworu.
- Niewielka długość rowków, brak kąta przyłożenia powierzchni i korpusu oznacza, że zaprojektowano je wyłącznie do nawiercania.
- 90° do nawiercania w przypadku wierteł ze stali szybkotnącej.
Zastosowania
Drilling: Convex
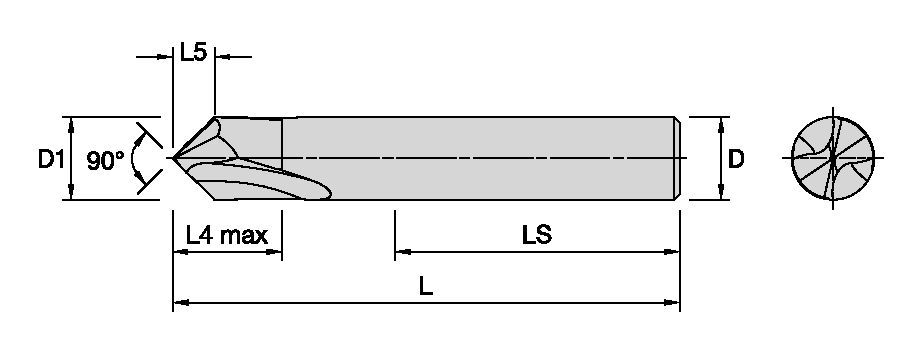
| Tolerance • Metric | ||
| D1 | tolerance h8 + / - | tolerance h6 + / - |
|
|
0,000/-0,018 | 0,000/-0,008 |
|
|
0,000/-0,022 | 0,000/-0,009 |
|
|
0,000/-0,027 | 0,000/-0,011 |
| Tolerance • Inch | ||
| D1 | tolerance h8 + / - | tolerance h6 + / - |
|
|
.0000/-.0007 | .0000/-.0003 |
|
|
.0000/-.0009 | .0000/-.0004 |
|
|
.0000/-.0011 | .0000/-.0004 |
Wiertła do nawiercania bez chłodziwa • Seria B50_ • Gatunek K10 • Bez chłodziwa i z zewnętrznym doprowadzaniem chłodziwa • Średnice 3–20 mm • Metryczne
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 50 | 65 | 100 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 |
| 1 | 40 | 55 | 80 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 2 | 40 | 55 | 80 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 3 | 40 | 55 | 80 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 4 | 40 | 55 | 80 | mm/r | 0,05–0,08 | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,22 | 0,16–0,24 | |
| 5 | 30 | 40 | 60 | mm/r | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| 6 | 30 | 40 | 60 | mm/r | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| M | 1 | 30 | 35 | 50 | mm/r | 0,04–0,07 | 0,05–0,09 | 0,06–0,11 | 0,80–0,13 | 0,09–0,15 | 0,10–0,17 | 0,11–0,20 | 0,12–0,23 |
| 2 | 30 | 40 | 50 | mm/r | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| 3 | 25 | 30 | 40 | mm/r | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| K | 1 | 60 | 90 | 120 | mm/r | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 |
| 2 | 60 | 80 | 100 | mm/r | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| 3 | 60 | 90 | 120 | mm/r | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| N | 1 | 90 | 230 | 270 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 |
| 2 | 90 | 220 | 270 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 3 | 90 | 180 | 225 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 4 | 90 | 130 | 270 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| S | 1 | 20 | 25 | 30 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 |
| 2 | 10 | 20 | 30 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 3 | 20 | 25 | 40 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 4 | 20 | 25 | 50 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 160 | 210 | 330 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 |
| 1 | 130 | 180 | 260 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 | |
| 2 | 130 | 180 | 260 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 | |
| 3 | 130 | 180 | 260 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 | |
| 4 | 130 | 180 | 260 | IPR | .002–.003 | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.009 | .006–.009 | |
| 5 | 100 | 130 | 200 | IPR | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .003–.005 | .004–.006 | .005–.007 | .006–.008 | |
| 6 | 100 | 130 | 200 | IPR | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .003–.005 | .004–.006 | .005–.007 | .006–.008 | |
| M | 1 | 100 | 110 | 160 | IPR | .002–.003 | .002–.004 | .002–.004 | .032–.005 | .004–.006 | .004–.007 | .004–.008 | .005–.009 |
| 2 | 100 | 130 | 160 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.005 | .003–.006 | .004–.007 | .004–.008 | |
| 3 | 80 | 100 | 130 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.005 | .003–.006 | .004–.007 | .004–.008 | |
| K | 1 | 200 | 300 | 390 | IPR | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.010 | .008–.012 |
| 2 | 200 | 260 | 330 | IPR | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.010 | .008–.012 | |
| 3 | 200 | 300 | 390 | IPR | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.010 | .008–.012 | |
| N | 1 | 300 | 750 | 890 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 |
| 2 | 300 | 720 | 890 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 | |
| 3 | 300 | 590 | 740 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 | |
| 4 | 300 | 430 | 890 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 | |
| S | 1 | 70 | 80 | 100 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 |
| 2 | 30 | 70 | 100 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 | |
| 3 | 70 | 80 | 130 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 | |
| 4 | 70 | 80 | 160 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Material
|
Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | 50 | 65 | 100 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 |
| 1 | 40 | 55 | 80 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 2 | 40 | 55 | 80 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 3 | 40 | 55 | 80 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 4 | 40 | 55 | 80 | mm/dev | 0,05–0,08 | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,22 | 0,16–0,24 | |
| 5 | 30 | 40 | 60 | mm/dev | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| 6 | 30 | 40 | 60 | mm/dev | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| M | 1 | 30 | 35 | 50 | mm/dev | 0,04–0,07 | 0,05–0,09 | 0,06–0,11 | 0,80–0,13 | 0,09–0,15 | 0,10–0,17 | 0,11–0,20 | 0,12–0,23 |
| 2 | 30 | 40 | 50 | mm/dev | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| 3 | 25 | 30 | 40 | mm/dev | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| K | 1 | 60 | 90 | 120 | mm/dev | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 |
| 2 | 60 | 80 | 100 | mm/dev | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| 3 | 60 | 90 | 120 | mm/dev | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| N | 1 | 90 | 230 | 270 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 |
| 2 | 90 | 220 | 270 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 3 | 90 | 180 | 225 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 4 | 90 | 130 | 270 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| S | 1 | 20 | 25 | 30 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 |
| 2 | 10 | 20 | 30 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 3 | 20 | 25 | 40 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 4 | 20 | 25 | 50 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |