Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego Zmień konto
Konto odbiorcy Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
Powiadomienia
Oznacz wszystkie jako przeczytane- Zmień hasło
- Mój profil
- Wyloguj się
Pozycje pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Frezuj więcej za mniej dzięki naszym ofertom ograniczonym czasowo! Kup teraz.
Pozycje pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa :{{SolutionName}}- Produkty
- /
- KenReam™ S102 • Rowki spiralne • 5 x D • Wewnętrzne doprowadzanie chłodziwa • Chwyt walcowy prosty
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
KenReam™ S102 • Rowki spiralne • 5 x D • Wewnętrzne doprowadzanie chłodziwa • Chwyt walcowy prosty
Rozwiertak monolityczny z węglika spiekanego do otworów nieprzelotowych w stali
Właściwości i zalety
- Zaawansowany substrat i powłoka zapewniające doskonałą trwałość narzędzia i produktywność.
- Opatentowany łamacz wióra i prawoskrętne rowki o spiralnej krawędzi skrawającej zapewniają doskonałe łamanie wióra i odprowadzanie wiórów przy obróbce otworów nieprzelotowych.
- Zwiększona długość rowka oddziela wióry i zapobiega ich splątaniu.
Zastosowania
Reaming: Blind Hole
Reaming: Blind & Cross
Through Coolant: Axial: Reaming
Shank - Cylindrical Plain
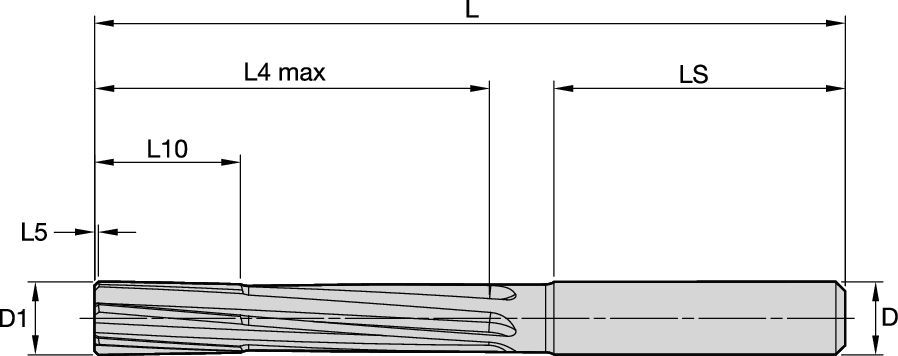
Wymiary rozwiertaków dostępnych na zamówienie
| D1 min | D1 max | D | L | L4 | L10 | LS | ||||||||
| mm | in | mm | in | mm | in | mm | in | mm | in | mm | in | mm | in | Z |
| 14,000 | 0.5512 | 15,999 | 0.6299 | 16 | 0.630 | 147,4 | 5.80 | 92,4 | 3.64 | 7,5 | 0.30 | 49 | 1.93 | 6 |
| 16,000 | 0.6299 | 17,999 | 0.7086 | 20 | 0.787 | 159,4 | 6.28 | 102,4 | 4.03 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 18,000 | 0.7087 | 20,000 | 0.7874 | 20 | 0.787 | 173,4 | 6.83 | 116,4 | 4.58 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 20,001 | 0.7874 | 22,499 | 0.8858 | 20 | 0.787 | 202,4 | 7.97 | 145,4 | 5.72 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 22,500 | 0.8858 | 24,999 | 0.9842 | 20 | 0.787 | 212,4 | 8.36 | 155,4 | 6.12 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 25,000 | 0.9843 | 27,499 | 1.0826 | 25 | 0.984 | 232,4 | 9.15 | 169,4 | 6.67 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 27,500 | 1.0827 | 29,999 | 1.1811 | 25 | 0.984 | 242,4 | 9.54 | 179,4 | 7.06 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 30,000 | 1.1811 | 32,499 | 1.2795 | 25 | 0.984 | 272,4 | 10.72 | 209,4 | 8.24 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 32,500 | 1.2795 | 34,999 | 1.3779 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 35,000 | 1.3780 | 37,499 | 1.4763 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 37,500 | 1.4764 | 39,999 | 1.5748 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 40,000 | 1.5748 | 42,500 | 1.6732 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| Material |  |  |  |  | ||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Inch | ||||||||||||
| Cutting Speed | Cutting Speed | Recommended Feed Rate per Tooth | ||||||||||||
| Range | Range | Tool Diameter | .164–.281 | .282–.378 | .378–.551 | |||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 131 | 197 | 230 | 295 | 394 | 508 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 |
| 2 | 131 | 197 | 230 | 295 | 394 | 508 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 3 | 115 | 164 | 197 | 246 | 328 | 426 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 4 | 82 | 131 | 148 | 197 | 262 | 344 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 5 | 49 | 66 | 82 | 98 | 131 | 180 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| 6 | 49 | 66 | 82 | 98 | 131 | 180 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| M | 1 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 |
| 2 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 | |
| 3 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 | |
| K | 1 | 115 | 164 | 197 | 246 | 328 | 426 | inch/z | .002 | .006 | .002 | .007 | .002 | .008 |
| 2 | 82 | 131 | 164 | 197 | 295 | 361 | inch/z | .002 | .006 | .002 | .006 | .002 | .007 | |
| 3 | 66 | 98 | 148 | 197 | 262 | 344 | inch/z | .002 | .005 | .002 | .006 | .002 | .006 | |
| N | 1 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 |
| 2 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 3 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 4 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 5 | 344 | 459 | 590 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| S | 1 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 |
| 2 | 26 | 33 | 49 | 50 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| 3 | 49 | 66 | 98 | 66 | 98 | 131 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 4 | 49 | 66 | 98 | 66 | 98 | 131 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| Material | | | | | ||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Metric | ||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | |||||||||||||
| Range | Tool Diameter | 4,16–7,15mm | 7,16–9,59mm | 9,60–14,00mm | ||||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 |
| 2 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 3 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 25 | 40 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 5 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 6 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| M | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| 3 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| K | 1 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,16 | 0,05 | 0,18 | 0,05 | 0,20 |
| 2 | 25 | 40 | 50 | 60 | 90 | 110 | mm/z | 0,05 | 0,14 | 0,05 | 0,16 | 0,05 | 0,18 | |
| 3 | 20 | 30 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,12 | 0,05 | 0,14 | 0,05 | 0,16 | |
| N | 1 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 |
| 2 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 3 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 4 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 5 | 105 | 140 | 180 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| S | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 3 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| | | | |||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Metric | ||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | |||||||||||||
| Range | Tool Diameter | 4,16–7,15 | 7,16–9,59 | 9,60–14,00 | ||||||||||
| Material | Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | |
| P | 1 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 |
| 2 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 3 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 25 | 40 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 5 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 6 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| M | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| 3 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| K | 1 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,16 | 0,05 | 0,18 | 0,05 | 0,20 |
| 2 | 25 | 40 | 50 | 60 | 90 | 110 | mm/z | 0,05 | 0,14 | 0,05 | 0,16 | 0,05 | 0,18 | |
| 3 | 20 | 30 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,12 | 0,05 | 0,14 | 0,05 | 0,16 | |
| N | 1 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 |
| 2 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 3 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 4 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 5 | 105 | 140 | 180 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| S | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 3 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| Recommended Reaming Allowance in Diameter | ||||||
| Tool Diameter (mm) | 4,000 | 7,001 | 10,001 | |||
| 2 x ap | min | max | min | max | min | max |
| mm | 0,20 | 0,30 | 0,20 | 0,30 | 0,20 | 0,40 |
| Material | Cutting Speed | Recommended feed per tooth (fz = mm/th) | |||||||||
| Range | |||||||||||
| Min | Starting Value | Max | Tool Diameter | 4,000 | 7,001 | 10,001 | |||||
| Feed/Tooth | Min | Max | Min | Max | Min | Max | |||||
| P | 1 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 |
| 2 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 3 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 4 | 80 | 120 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 5 | 20 | 40 | 60 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| 6 | 20 | 40 | 60 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| M | 1 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 |
| 2 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| 3 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| K | 1 | 80 | 160 | 240 | mm/z | 0,06 | 0,15 | 0,08 | 0,20 | 0,08 | 0,20 |
| 2 | 80 | 140 | 200 | mm/z | 0,06 | 0,15 | 0,08 | 0,20 | 0,08 | 0,20 | |
| 3 | 60 | 90 | 120 | mm/z | 0,06 | 0,15 | 0,08 | 0,15 | 0,08 | 0,15 | |
| S | 1 | 15 | 20 | 30 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 |
| 2 | 15 | 20 | 30 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |
| 3 | 20 | 30 | 40 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |
| 4 | 20 | 30 | 40 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |