Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego
Zmień konto
Konto odbiorcy
Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
-
Powiadomienia
Oznacz wszystkie jako przeczytane - Zmień hasło
- Mój profil
- Wyloguj się
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Frezuj więcej za mniej dzięki naszym ofertom ograniczonym czasowo!
Kup teraz.
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa : {{SolutionName}}- Produkty
- /
- KenTIP™ FS • Drill Body • 8 x D • SCF Shank • Inch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.


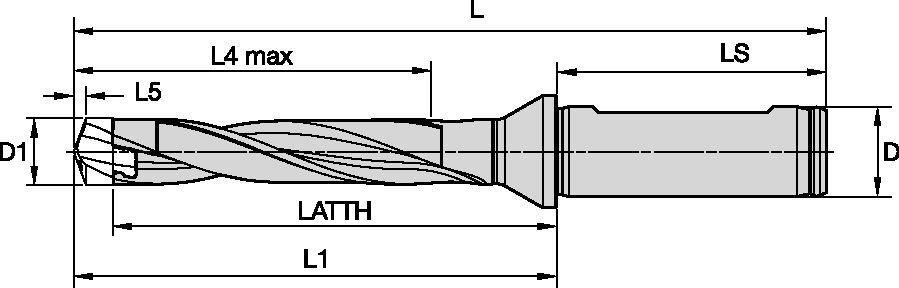
KenTIP™ FS • Drill Body • 8 x D • SCF Shank • Inch
Modular Drilling • Flanged Shank with Flat (SCF)
Właściwości i zalety
- Large, ultra-high polished chip flutes guarantee hassle-free chip evacuation, enhancing tool life and performance.
- Coolant delivery to the drill point and to the rake face for guaranteed coolant delivery where it is needed.
- Every drill body comes with a KenTIP FS smart wrench. Insert exchange in the machine becomes easy and saves idle time and money.
Zastosowania
Drilling - Through Coolant
Shank - Cylindrical with Flat
| Tolerance • Metric | |
| D1 metric | tolerance k8 |
| 6 | 0,000/+0,018 |
|
|
0,000/+0,022 |
|
|
0,000/+0,027 |
|
|
0,000/+0,033 |
| Tolerance • Inch | |
| D1 inch | tolerance k8 |
| 0.2362 | 0.0000/+0.0007 |
|
|
0.0000/+0.0009 |
|
|
0.0000/+0.0011 |
|
|
0.0000/+0.0013 |
| Material
|
Cutting Speed
|
Inch | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| P | 0 | 315 | 415 | 575 | IPR | .004
|
.004
|
.005
|
.006
|
.007
|
.007
|
.009
|
.011
|
.011
|
| 1 | 300 | 430 | 560 | IPR | .004
|
.004
|
.005
|
.006
|
.007
|
.007
|
.009
|
.011
|
.011
|
|
| 2 | 330 | 460 | 590 | IPR | .004
|
.004
|
.005
|
.006
|
.007
|
.007
|
.009
|
.011
|
.011
|
|
| 3 | 200 | 330 | 430 | IPR | .004
|
.004
|
.005
|
.006
|
.006
|
.007
|
.009
|
.012
|
.012
|
|
| 4 | 200 | 330 | 430 | IPR | .004
|
.004
|
.005
|
.006
|
.006
|
.007
|
.009
|
.010
|
.010
|
|
| 5 | 200 | 260 | 330 | IPR | .004
|
.004
|
.004
|
.005
|
.006
|
.006
|
.008
|
.009
|
.010
|
|
| 6 | 200 | 230 | 260 | IPR | .004
|
.004
|
.004
|
.005
|
.006
|
.006
|
.008
|
.009
|
.010
|
|
| K | 1 | 260 | 400 | 560 | IPR | .005
|
.005
|
.006
|
.007
|
.009
|
.010
|
.012
|
.014
|
.015
|
| 2 | 260 | 360 | 390 | IPR | .005
|
.005
|
.006
|
.007
|
.009
|
.010
|
.012
|
.014
|
.015
|
|
| 3 | 160 | 260 | 330 | IPR | .004
|
.005
|
.005
|
.006
|
.007
|
.008
|
.011
|
.013
|
.013
|
|
| Material
|
Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 95 | 125 | 175 | mm/r | 0,10
|
0,11
|
0,13
|
0,15
|
0,17
|
0,19
|
0,24
|
0,28
|
0,29
|
| 1 | 90 | 130 | 170 | mm/r | 0,10
|
0,11
|
0,13
|
0,15
|
0,17
|
0,19
|
0,24
|
0,28
|
0,29
|
|
| 2 | 100 | 140 | 180 | mm/r | 0,10
|
0,11
|
0,13
|
0,15
|
0,17
|
0,19
|
0,24
|
0,28
|
0,29
|
|
| 3 | 60 | 100 | 130 | mm/r | 0,10
|
0,11
|
0,12
|
0,14
|
0,16
|
0,18
|
0,23
|
0,30
|
0,31
|
|
| 4 | 60 | 100 | 130 | mm/r | 0,10
|
0,11
|
0,12
|
0,14
|
0,16
|
0,18
|
0,23
|
0,25
|
0,26
|
|
| 5 | 60 | 80 | 100 | mm/r | 0,09
|
0,10
|
0,11
|
0,12
|
0,14
|
0,16
|
0,20
|
0,24
|
0,25
|
|
| 6 | 60 | 70 | 80 | mm/r | 0,09
|
0,10
|
0,11
|
0,12
|
0,14
|
0,16
|
0,20
|
0,24
|
0,25
|
|
| K | 1 | 80 | 120 | 170 | mm/r | 0,12
|
0,14
|
0,16
|
0,19
|
0,23
|
0,26
|
0,30
|
0,36
|
0,37
|
| 2 | 80 | 110 | 120 | mm/r | 0,12
|
0,14
|
0,16
|
0,19
|
0,23
|
0,26
|
0,30
|
0,36
|
0,37
|
|
| 3 | 50 | 80 | 100 | mm/r | 0,11
|
0,13
|
0,15
|
0,17
|
0,19
|
0,21
|
0,28
|
0,32
|
0,33
|
|
| Material
|
Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 95 | 125 | 175 | mm/r | 0,10
|
0,11
|
0,13
|
0,15
|
0,17
|
0,19
|
0,24
|
0,28
|
0,29
|
| 1 | 90 | 130 | 170 | mm/r | 0,10
|
0,11
|
0,13
|
0,15
|
0,17
|
0,19
|
0,24
|
0,28
|
0,29
|
|
| 2 | 100 | 140 | 180 | mm/r | 0,10
|
0,11
|
0,13
|
0,15
|
0,17
|
0,19
|
0,24
|
0,28
|
0,29
|
|
| 3 | 60 | 100 | 130 | mm/r | 0,10
|
0,11
|
0,12
|
0,14
|
0,16
|
0,18
|
0,23
|
0,30
|
0,31
|
|
| 4 | 60 | 100 | 130 | mm/r | 0,10
|
0,11
|
0,12
|
0,14
|
0,16
|
0,18
|
0,23
|
0,25
|
0,26
|
|
| 5 | 60 | 80 | 100 | mm/r | 0,09
|
0,10
|
0,11
|
0,12
|
0,14
|
0,16
|
0,20
|
0,24
|
0,25
|
|
| 6 | 60 | 70 | 80 | mm/r | 0,09
|
0,10
|
0,11
|
0,12
|
0,14
|
0,16
|
0,20
|
0,24
|
0,25
|
|
| K | 1 | 80 | 120 | 170 | mm/r | 0,12
|
0,14
|
0,16
|
0,19
|
0,23
|
0,26
|
0,30
|
0,36
|
0,37
|
| 2 | 80 | 110 | 120 | mm/r | 0,12
|
0,14
|
0,16
|
0,19
|
0,23
|
0,26
|
0,30
|
0,36
|
0,37
|
|
| 3 | 50 | 80 | 100 | mm/r | 0,11
|
0,13
|
0,15
|
0,17
|
0,19
|
0,21
|
0,28
|
0,32
|
0,33
|
|
| Material
|
Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| M | 1 | 50 | 60 | 90 | mm/r | 0,07
|
0,08
|
0,09
|
0,11
|
0,12
|
0,13
|
0,16
|
0,19
|
0,20
|
| 2 | 30 | 60 | 90 | mm/r | 0,07
|
0,08
|
0,09
|
0,11
|
0,12
|
0,13
|
0,16
|
0,19
|
0,20
|
|
| 3 | 20 | 50 | 60 | mm/r | 0,07
|
0,08
|
0,09
|
0,11
|
0,12
|
0,13
|
0,16
|
0,19
|
0,20
|
|
| Material
|
Cutting Speed
|
Inch | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| M | 1 | 160 | 200 | 300 | IPR | .003
|
.003
|
.004
|
.004
|
.005
|
.005
|
.006
|
.007
|
.008
|
| 2 | 100 | 200 | 300 | IPR | .003
|
.003
|
.004
|
.004
|
.005
|
.005
|
.006
|
.007
|
.008
|
|
| 3 | 70 | 160 | 200 | IPR | .003
|
.003
|
.004
|
.004
|
.005
|
.005
|
.006
|
.007
|
.008
|
|
| Material
|
Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| M | 1 | 50 | 60 | 90 | mm/r | 0,07
|
0,08
|
0,09
|
0,11
|
0,12
|
0,13
|
0,16
|
0,19
|
0,20
|
| 2 | 30 | 60 | 90 | mm/r | 0,07
|
0,08
|
0,09
|
0,11
|
0,12
|
0,13
|
0,16
|
0,19
|
0,20
|
|
| 3 | 20 | 50 | 60 | mm/r | 0,07
|
0,08
|
0,09
|
0,11
|
0,12
|
0,13
|
0,16
|
0,19
|
0,20
|
|
| Material
|
Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| K | 1 | 100 | 175 | 200 | mm/r | 0,12
|
0,14
|
0,16
|
0,19
|
0,23
|
0,26
|
0,30
|
0,36
|
0,37
|
| 2 | 100 | 160 | 180 | mm/r | 0,12
|
0,14
|
0,16
|
0,19
|
0,23
|
0,26
|
0,30
|
0,36
|
0,37
|
|
| 3 | 70 | 85 | 120 | mm/r | 0,11
|
0,13
|
0,15
|
0,17
|
0,19
|
0,21
|
0,28
|
0,32
|
0,33
|
|
| Material
|
Cutting Speed
|
Inch | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| K | 1 | 330 | 570 | 660 | IPR | .005
|
.005
|
.006
|
.007
|
.009
|
.010
|
.012
|
.014
|
.015
|
| 2 | 330 | 520 | 590 | IPR | .005
|
.005
|
.006
|
.007
|
.009
|
.010
|
.012
|
.014
|
.015
|
|
| 3 | 230 | 280 | 390 | IPR | .004
|
.005
|
.005
|
.006
|
.007
|
.008
|
.011
|
.013
|
.013
|
|
| Material
|
Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| K | 1 | 100 | 175 | 200 | mm/r | 0,12
|
0,14
|
0,16
|
0,19
|
0,23
|
0,26
|
0,30
|
0,36
|
0,37
|
| 2 | 100 | 160 | 180 | mm/r | 0,12
|
0,14
|
0,16
|
0,19
|
0,23
|
0,26
|
0,30
|
0,36
|
0,37
|
|
| 3 | 70 | 85 | 120 | mm/r | 0,11
|
0,13
|
0,15
|
0,17
|
0,19 – 0,42 | 0,21
|
0,28
|
0,32
|
0,33
|
|
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0,02–0,08 | 0,03–0,10 | 0,04–0,12 | 0,05–0,16 | 0,05–0,18 | 0,06–0,20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 100 | 220 | 270 | mm/r | 0,14–0,23 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| 3 | 90 | 180 | 230 | mm/r | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 | |
| 4 | 90 | 130 | 200 | mm/r | 0,10–0,18 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0,03-0,10 | 0,04-0,12 | 0,05-0,15 | 0,05-0,18 | 0,06-0,21 | 0,07-0,23 |
| 3 | 10 | 13 | 20 | mm/r | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| 4 | 10 | 20 | 40 | mm/r | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| Material
|
Cutting Speed
|
Inch | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| S | 4 | 30 | 40 | 70 | IPR | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 |
| N | 1 | 330 | 750 | 890 | IPR | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 |
| 2 | 330 | 720 | 890 | IPR | .006–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.017 | .013–.021 | |
| 3 | 300 | 590 | 750 | IPR | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 | |
| 4 | 300 | 430 | 660 | IPR | .004–.007 | .006–.011 | .008–.013 | .009–.014 | .011–.016 | .013–.019 | |
| C | 4 | 230 | 360 | 460 | IPR | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | .003-.009 |
| 4 | 30 | 40 | 70 | IPR | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| 4 | 30 | 70 | 130 | IPR | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 |
| 2 | 100 | 220 | 270 | mm/r | 0.14~0.23 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| 3 | 90 | 180 | 230 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 | |
| 4 | 90 | 130 | 200 | mm/r | 0.10~0.18 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0.03~0.10 | 0.04~0.12 | 0.05~0.15 | 0.05~0.18 | 0.06~0.21 | 0.07~0.23 |
| 3 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| 4 | 10 | 20 | 40 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| Material
|
Cutting Speed
|
Inch | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 1 | 260 | 330 | 490 | IPR | .002
|
.002
|
.002
|
.002
|
.002
|
.002
|
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 1 | 80 | 100 | 150 | mm/r | 0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| C | 1 | 80 | 100 | 150 | mm/r | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 |
| Material
|
Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 |
| 1 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 2 | 100 | 120 | 140 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 3 | 80 | 100 | 120 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 4 | 70 | 90 | 110 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 5 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| 6 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| M | 1 | 40 | 60 | 80 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 |
| 2 | 35 | 55 | 70 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 | |
| K | 1 | 90 | 120 | 175 | mm/r | 0,12-0,21 | 0,14-0,24 | 0,16-0,28 | 0,18-0,32 | 0,20-0,36 | 0,22-0,40 | 0,25-0,44 | 0,28-0,48 | 0,29-0,50 |
| 2 | 80 | 110 | 140 | mm/r | 0,12–0,21 | 0,14–0,24 | 0,16–0,28 | 0,18–0,32 | 0,20–0,36 | 0,22–0,40 | 0,25–0,44 | 0,28–0,48 | 0,29–0,50 | |
| 3 | 70 | 80 | 100 | mm/r | 0,11-0,19 | 0,13-0,22 | 0,14-0,25 | 0,16-0,28 | 0,18-0,32 | 0,21-0,36 | 0,23-0,40 | 0,26-0,44 | 0,27-0,46 | |
| Material
|
Cutting Speed
|
Inch | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| P | 0 | 360 | 460 | 560 | IPR | 0.004–0.007 | 0.004–0.009 | 0.005–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.012 | 0.008–0.013 | 0.009–0.015 | 0.009–0.016 |
| 1 | 360 | 460 | 560 | IPR | 0.004–0.007 | 0.004–0.009 | 0.005–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.012 | 0.008–0.013 | 0.009–0.015 | 0.009–0.016 | |
| 2 | 330 | 400 | 460 | IPR | 0.004–0.007 | 0.004–0.009 | 0.005–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.012 | 0.008–0.013 | 0.009–0.015 | 0.009–0.016 | |
| 3 | 260 | 330 | 400 | IPR | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.008–0.012 | 0.008–0.014 | 0.009–0.014 | |
| 4 | 230 | 330 | 360 | IPR | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.008–0.012 | 0.008–0.014 | 0.009–0.014 | |
| 5 | 200 | 260 | 330 | IPR | 0.004–0.006 | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.013 | 0.008–0.013 | |
| 6 | 200 | 260 | 330 | IPR | 0.004–0.006 | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.013 | 0.008–0.013 | |
| M | 1 | 130 | 200 | 260 | IPR | 0.003–0.005 | 0.003–0.006 | 0.004–0.006 | 0.004–0.007 | 0.005–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.006–0.011 |
| 2 | 120 | 180 | 230 | IPR | 0.003–0.005 | 0.003–0.006 | 0.004–0.006 | 0.004–0.007 | 0.005–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.006–0.011 | |
| K | 1 | 300 | 400 | 580 | IPR | 0.005-0.008 | 0.006-0.009 | 0.006-0.011 | 0.007-0.013 | 0.008-0.014 | 0.009-0.016 | 0.010-0.017 | 0.011-0.019 | 0.011-0.020 |
| 2 | 260 | 360 | 460 | IPR | 0.005–0.008 | 0.006–0.009 | 0.006–0.011 | 0.007–0.013 | 0.008–0.014 | 0.009–0.016 | 0.010–0.017 | 0.011–0.019 | 0.011–0.020 | |
| 3 | 230 | 260 | 330 | IPR | 0.004-0.007 | 0.005-0.009 | 0.006-0.010 | 0.006-0.011 | 0.007-0.013 | 0.008-0.014 | 0.009-0.016 | 0.010-0.017 | 0.011-0.018 | |
| Material
|
Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 |
| 1 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 2 | 100 | 120 | 140 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 3 | 80 | 100 | 120 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 4 | 70 | 90 | 110 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 5 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| 6 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| M | 1 | 40 | 60 | 80 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 |
| 2 | 35 | 55 | 70 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 | |
| K | 1 | 90 | 120 | 175 | mm/r | 0,12-0,21 | 0,14-0,24 | 0,16-0,28 | 0,18-0,32 | 0,20-0,36 | 0,22-0,40 | 0,25-0,44 | 0,28-0,48 | 0,29-0,50 |
| 2 | 80 | 110 | 140 | mm/r | 0,12–0,21 | 0,14–0,24 | 0,16–0,28 | 0,18–0,32 | 0,20–0,36 | 0,22–0,40 | 0,25–0,44 | 0,28–0,48 | 0,29–0,50 | |
| 3 | 70 | 80 | 100 | mm/r | 0,11-0,19 | 0,13-0,22 | 0,14-0,25 | 0,16-0,28 | 0,18-0,32 | 0,21-0,36 | 0,23-0,40 | 0,26-0,44 | 0,27-0,46 | |
| Material
|
Cutting Speed
|
Metric | |||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 70 | 125 | 175 | mm/r | 0,09–0,18 | 0,10–0,21 | 0,12–0,24 | 0,14–0,30 | 0,18–0,36 | 0,23–0,42 | 0,27–0,48 | 0,28–0,50 |
| 1 | 70 | 120 | 170 | mm/r | 0,09–0,18 | 0,10–0,22 | 0,12–0,24 | 0,14–0,30 | 0,18–0,36 | 0,23–0,42 | 0,27–0,48 | 0,28–0,50 | |
| 2 | 90 | 135 | 180 | mm/r | 0,09–0,18 | 0,10–0,25 | 0,12–0,27 | 0,14–0,33 | 0,18–0,39 | 0,23–0,45 | 0,27–0,51 | 0,28–0,50 | |
| 3 | 60 | 95 | 130 | mm/r | 0,09–0,16 | 0,10–0,28 | 0,11–0,29 | 0,13–0,33 | 0,17–0,37 | 0,22–0,41 | 0,28–0,45 | 0,30–0,46 | |
| 4 | 50 | 90 | 130 | mm/r | 0,09–0,16 | 0,10–0,28 | 0,11–0,29 | 0,13–0,33 | 0,17–0,37 | 0,22–0,41 | 0,24–0,45 | 0,25–0,46 | |
| 5 | 30 | 65 | 100 | mm/r | 0,09–0,15 | 0,10–0,18 | 0,10–0,22 | 0,11–0,27 | 0,15–0,32 | 0,19–0,37 | 0,23–0,42 | 0,24–0,43 | |
| 6 | 40 | 60 | 80 | mm/r | 0,09–0,15 | 0,09–0,18 | 0,10–0,22 | 0,10–0,27 | 0,15–0,32 | 0,19–0,37 | 0,23–0,42 | 0,24–0,43 | |
| M | 1 | 20 | 55 | 90 | mm/r | 0,07–0,12 | 0,08–0,13 | 0,08–0,14 | 0,10–0,18 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 |
| 2 | 30 | 60 | 90 | mm/r | 0,07–0,12 | 0,08–0,13 | 0,08–0,16 | 0,10–0,18 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 | |
| 3 | 20 | 40 | 60 | mm/r | 0,07–0,12 | 0,08–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 | |
| K | 1 | 80 | 140 | 200 | mm/r | 0,11–0,26 | 0,13–0,32 | 0,15–0,44 | 0,18–0,49 | 0,25–0,58 | 0,29–0,64 | 0,35–0,70 | 0,36–0,75 |
| 2 | 80 | 130 | 180 | mm/r | 0,11–0,26 | 0,13–0,31 | 0,15–0,36 | 0,18–0,40 | 0,25–0,48 | 0,29–0,60 | 0,35–0,70 | 0,36–0,75 | |
| 3 | 70 | 95 | 120 | mm/r | 0,10-0,22 | 0,12-0,25 | 0,15-0,35 | 0,16-0,40 | 0,20-0,48 | 0,26-0,60 | 0,30-0,63 | 0,32-0,65 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 |
| 2 | 10 | 20 | 30 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 | |
| 3 | 15 | 25 | 35 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 | |
| 4 | 20 | 30 | 40 | mm/r | 0,04–0,07 | 0,05–0,09 | 0,05–0,10 | 0,07–0,12 | 0,08–0,13 | 0,08–0,13 | 0,09–0,15 | 0,10–0,17 | |
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | .236 | .315 | .394 | .472 | .630 | .787 | .945 | 1.023 | |||
| P | 0 | 230 | 410 | 570 | IPR | .004–.007 | .004–.008 | .005–.009 | .006–.012 | .007–.014 | .009–.016 | .011–.019 | .011–.020 |
| 1 | 230 | 390 | 560 | IPR | .004–.007 | .004–.009 | .005–.009 | .006–.012 | .007–.014 | .009–.016 | .011–.019 | .011–.020 | |
| 2 | 300 | 440 | 590 | IPR | .004–.007 | .004–.010 | .005–.011 | .006–.013 | .007–.015 | .009–.018 | .011–.020 | .011–.020 | |
| 3 | 200 | 310 | 430 | IPR | .004–.006 | .004–.011 | .004–.011 | .005–.013 | .007–.015 | .009–.016 | .011–.018 | .012–.018 | |
| 4 | 160 | 300 | 430 | IPR | .004–.006 | .004–.011 | .004–.011 | .005–.013 | .007–.015 | .009–.016 | .009–.018 | .010–.018 | |
| 5 | 100 | 210 | 330 | IPR | .004–.006 | .004–.007 | .004–.009 | .004–.011 | .006–.013 | .008–.015 | .009–.016 | .009–.017 | |
| 6 | 130 | 200 | 260 | IPR | .004–.006 | .004–.007 | .004–.009 | .004–.011 | .006–.013 | .008–.015 | .009–.016 | .009–.017 | |
| M | 1 | 70 | 180 | 300 | IPR | .003–.005 | .003–.005 | .003–.006 | .004–.007 | .005–.009 | .006–.010 | .007–.011 | .008–.011 |
| 2 | 100 | 200 | 300 | IPR | .003–.005 | .003–.005 | .003–.006 | .004–.007 | .005–.009 | .006–.010 | .007–.011 | .008–.011 | |
| 3 | 70 | 130 | 200 | IPR | .003–.005 | .003–.005 | .003–.006 | .004–.006 | .005–.009 | .006–.010 | .007–.011 | .008–.011 | |
| K | 1 | 260 | 460 | 660 | IPR | .004–.010 | .005–.013 | .006–.017 | .007–.019 | .010–.023 | .011–.025 | .014–.028 | .014–.030 |
| 2 | 260 | 430 | 590 | IPR | .004–.010 | .005–.012 | .006–.014 | .007–.016 | .010–.019 | .011–.024 | .014–.028 | .014–.030 | |
| 3 | 230 | 310 | 390 | IPR | .004–.009 | .005–.010 | .006–.014 | .006–.016 | .008–.019 | .010–.024 | .012–.025 | .013–.026 | |
| S | 1 | 30 | 70 | 100 | IPR | .002–.004 | .002–.004 | .003–.005 | .003–.005 | .004–.006 | .004–.007 | .005–.008 | .005–.008 |
| 2 | 30 | 70 | 100 | IPR | .002–.004 | .002–.004 | .003–.005 | .003–.005 | .004–.006 | .004–.007 | .005–.008 | .005–.008 | |
| 3 | 50 | 80 | 110 | IPR | .002–.004 | .002–.004 | .003–.005 | .003–.005 | .004–.006 | .004–.007 | .005–.008 | .005–.008 | |
| 4 | 70 | 100 | 130 | IPR | .002–.003 | .002–.004 | .002–.004 | .003–.005 | .003–.005 | .003–.005 | .004–.006 | .004–.007 | |
| Material
|
Cutting Speed
|
Metric | |||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 70 | 125 | 175 | mm/r | 0,09–0,18 | 0,10–0,21 | 0,12–0,24 | 0,14–0,30 | 0,18–0,36 | 0,23–0,42 | 0,27–0,48 | 0,28–0,50 |
| 1 | 70 | 120 | 170 | mm/r | 0,09–0,18 | 0,10–0,22 | 0,12–0,24 | 0,14–0,30 | 0,18–0,36 | 0,23–0,42 | 0,27–0,48 | 0,28–0,50 | |
| 2 | 90 | 135 | 180 | mm/r | 0,09–0,18 | 0,10–0,25 | 0,12–0,27 | 0,14–0,33 | 0,18–0,39 | 0,23–0,45 | 0,27–0,51 | 0,28–0,50 | |
| 3 | 60 | 95 | 130 | mm/r | 0,09–0,16 | 0,10–0,28 | 0,11–0,29 | 0,13–0,33 | 0,17–0,37 | 0,22–0,41 | 0,28–0,45 | 0,30–0,46 | |
| 4 | 50 | 90 | 130 | mm/r | 0,09–0,16 | 0,10–0,28 | 0,11–0,29 | 0,13–0,33 | 0,17–0,37 | 0,22–0,41 | 0,24–0,45 | 0,25–0,46 | |
| 5 | 30 | 65 | 100 | mm/r | 0,09–0,15 | 0,10–0,18 | 0,10–0,22 | 0,11–0,27 | 0,15–0,32 | 0,19–0,37 | 0,23–0,42 | 0,24–0,43 | |
| 6 | 40 | 60 | 80 | mm/r | 0,09–0,15 | 0,09–0,18 | 0,10–0,22 | 0,10–0,27 | 0,15–0,32 | 0,19–0,37 | 0,23–0,42 | 0,24–0,43 | |
| M | 1 | 20 | 55 | 90 | mm/r | 0,07–0,12 | 0,08–0,13 | 0,08–0,14 | 0,10–0,18 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 |
| 2 | 30 | 60 | 90 | mm/r | 0,07–0,12 | 0,08–0,13 | 0,08–0,16 | 0,10–0,18 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 | |
| 3 | 20 | 40 | 60 | mm/r | 0,07–0,12 | 0,08–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 | |
| K | 1 | 80 | 140 | 200 | mm/r | 0,11–0,26 | 0,13–0,32 | 0,15–0,44 | 0,18–0,49 | 0,25–0,58 | 0,29–0,64 | 0,35–0,70 | 0,36–0,75 |
| 2 | 80 | 130 | 180 | mm/r | 0,11–0,26 | 0,13–0,31 | 0,15–0,36 | 0,18–0,40 | 0,25–0,48 | 0,29–0,60 | 0,35–0,70 | 0,36–0,75 | |
| 3 | 70 | 95 | 120 | mm/r | 0,10-0,22 | 0,12-0,25 | 0,15-0,35 | 0,16-0,40 | 0,20-0,48 | 0,26-0,60 | 0,30-0,63 | 0,32-0,65 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 |
| 2 | 10 | 20 | 30 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 | |
| 3 | 15 | 25 | 35 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 | |
| 4 | 20 | 30 | 40 | mm/r | 0,04–0,07 | 0,05–0,09 | 0,05–0,10 | 0,07–0,12 | 0,08–0,13 | 0,08–0,13 | 0,09–0,15 | 0,10–0,17 | |