Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego
Zmień konto
Konto odbiorcy
Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
-
Powiadomienia
Oznacz wszystkie jako przeczytane - Zmień hasło
- Mój profil
- Wyloguj się
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Frezuj więcej za mniej dzięki naszym ofertom ograniczonym czasowo!
Kup teraz.
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa : {{SolutionName}}- Produkty
- /
- Narzędzia do obróbki skrawaniem
- /
- Frezowanie
- /
- Frezy składane
- /
- Frezy walcowo-czołowe
- /
- Mill 1-10™ • Two Cutting Edges • Ap1 max 10mm
- /
- Cutters Mill 1-10™ • Metric
- /
- Mill 1-10™ • Shell Mill • Metric
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
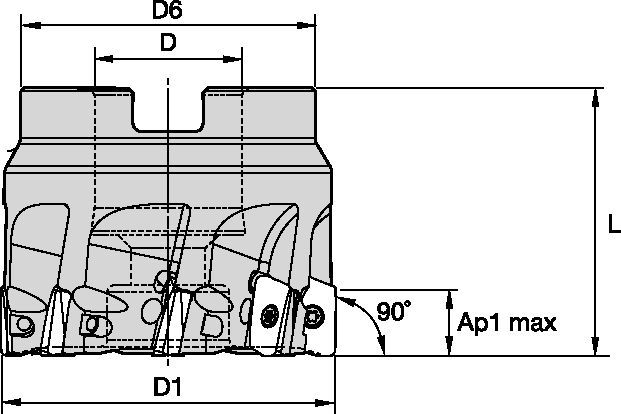
Mill 1-10™ • Shell Mill • Metric
Shoulder milling cutter for multiple materials
Właściwości i zalety
- Internal coolant supply.
- For ramping, slotting, plunging, facing, and true 90° walls.
Zastosowania
Face Milling
Helical Milling
Ramping: Blank
Slotting: Square End
Side Milling/Shoulder Milling: Square End
Milling - Through Coolant
Milling - Side and Face
Pocketing
Poradnik doboru płytek
| Material
|
Light
|
Medium
|
Heavy
|
|||
| P1–P2 | .E..LD | KCPM40 | .S..GD | KCPM40 | .E..HD | KCPM40 |
| P3–P4 | .E..LD | KCPK30 | .S..GD | KCPK30 | .E..HD | KCPK30 |
| P5–P6 | .E..LD | KC725M | .S..GD | KC725M | .E..HD | KC725M |
| M1–M2 | .E..LD | KCSM40 | .S..GD | KC725M | .E..HD | KCSM40 |
| M3 | .E..LD | KCSM40 | .S..GD | KCPM40 | .E..HD | KCSM40 |
| K1–K2 | .E..LD | KCK15 | .S..GD | KCK15 | .E..HD | KCK15 |
| K3 | .E..LD | KCK20B | .S..GD | KCK20B | .E..HD | KCK20B |
| N1–N2 | .F..LDJ | KC410M | .F..LDJ | KC422M | .E..LDJ | KC422M |
| N3 | .F..LDJ | KC410M | .E..LDJ | KC422M | .E..LDJ | KC422M |
| S1–S2 | .E..LD | KC725M | .S..GD | KC725M | .E..HD | KC725M |
| S3 | .E..LD | KCSM40 | .S..GE | KCSM40 | .E..HD | KCSM40 |
| S4 | .E..LD | KCSM40 | .S..GE | KCSM40 | .E..HD | KCSM40 |
| H1 | .E..LD | KC510M | – | – | – | – |
Zalecane wyjściowe wartości posuwu [mm]
| Mill 1-10™ • Recommended Starting Feeds [mm] | |||||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .F..LDJ | 0,12 | 0,35 | 0,58 | 0,08 | 0,25 | 0,42 | 0,06 | 0,19 | 0,31 | 0,06 | 0,16 | 0,27 | 0,05 | 0,15 | 0,25 |
| .F..-PCD | 0,12 | 0,35 | 0,58 | 0,08 | 0,25 | 0,42 | 0,06 | 0,19 | 0,31 | 0,06 | 0,16 | 0,27 | 0,05 | 0,15 | 0,25 |
| .E..LDJ | 0,12 | 0,35 | 0,58 | 0,08 | 0,25 | 0,42 | 0,06 | 0,19 | 0,32 | 0,06 | 0,16 | 0,28 | 0,05 | 0,15 | 0,25 |
| .E..LD | 0,12 | 0,35 | 0,57 | 0,09 | 0,25 | 0,41 | 0,07 | 0,19 | 0,31 | 0,06 | 0,17 | 0,27 | 0,05 | 0,15 | 0,25 |
| .S..GE | 0,23 | 0,46 | 0,70 | 0,17 | 0,33 | 0,51 | 0,13 | 0,25 | 0,38 | 0,11 | 0,22 | 0,33 | 0,10 | 0,20 | 0,30 |
| .S..GD | 0,23 | 0,47 | 0,71 | 0,17 | 0,34 | 0,51 | 0,13 | 0,25 | 0,38 | 0,11 | 0,22 | 0,33 | 0,10 | 0,20 | 0,30 |
| .E..HD | 0,23 | 0,51 | 0,82 | 0,17 | 0,37 | 0,59 | 0,13 | 0,28 | 0,44 | 0,11 | 0,24 | 0,38 | 0,10 | 0,22 | 0,35 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
| Mill 1-10™ • Recommended Starting Feeds [IPT] | |||||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .F..LDJ | 0.005 | 0.014 | 0.023 | 0.003 | 0.010 | 0.017 | 0.003 | 0.008 | 0.013 | 0.002 | 0.007 | 0.011 | 0.002 | 0.006 | 0.010 |
| .F..-PCD | 0.005 | 0.014 | 0.023 | 0.003 | 0.010 | 0.017 | 0.003 | 0.008 | 0.013 | 0.002 | 0.007 | 0.011 | 0.002 | 0.006 | 0.010 |
| .E..LDJ | 0.005 | 0.014 | 0.023 | 0.003 | 0.010 | 0.017 | 0.003 | 0.008 | 0.013 | 0.002 | 0.007 | 0.011 | 0.002 | 0.006 | 0.010 |
| .E..LD | 0.005 | 0.014 | 0.023 | 0.004 | 0.010 | 0.016 | 0.003 | 0.008 | 0.012 | 0.002 | 0.007 | 0.011 | 0.002 | 0.006 | 0.010 |
| .S..GE | 0.009 | 0.018 | 0.028 | 0.007 | 0.013 | 0.020 | 0.005 | 0.010 | 0.015 | 0.004 | 0.009 | 0.013 | 0.004 | 0.008 | 0.012 |
| .S..GD | 0.009 | 0.019 | 0.028 | 0.007 | 0.013 | 0.020 | 0.005 | 0.010 | 0.015 | 0.004 | 0.009 | 0.013 | 0.004 | 0.008 | 0.012 |
| .E..HD | 0.009 | 0.020 | 0.032 | 0.007 | 0.014 | 0.023 | 0.005 | 0.011 | 0.017 | 0.004 | 0.009 | 0.015 | 0.004 | 0.009 | 0.014 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
Zalecane wyjściowe wartości prędkości skrawania [m/min]
| Mill 1-10™ • Recommended Starting Speed [m/min] | ||||||||||||||||||||||||||||||||||||||||||||
| D = Dry Machining W = Wet Machining Y = Yes N = No Y, -20% = Yes, but reduce speed by 20% | K313 | KC410M | KC422M | KC510M | KC522M | KC725M | KCK15 | KCK20B | KCKP10 | KCPK30 | KCPM40 | KCSM30 | KCSM40 | KD1410 | ||||||||||||||||||||||||||||||
| Chip Thickness hex mm | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||||||||||
| D | W | Cutting Speed (m/min) | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min |
| P | ||||||||||||||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 330 | 285 | 270 | 260 | 230 | 215 | – | – | – | – | – | – | 300 | 295 | 260 | 455 | 395 | 370 | 295 | 260 | 245 | 370 | 320 | 300 | 350 | 320 | 300 | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | – | – | – | – | – | – | 275 | 240 | 200 | 220 | 190 | 160 | – | – | – | – | – | – | 310 | 275 | 240 | 280 | 255 | 230 | 250 | 215 | 180 | 305 | 270 | 220 | 300 | 270 | 220 | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | – | – | – | – | – | – | 255 | 215 | 175 | 200 | 170 | 140 | – | – | – | – | – | – | 275 | 240 | 205 | 255 | 230 | 205 | 230 | 195 | 160 | 285 | 240 | 195 | 280 | 240 | 195 | – | – | – |
| Y | Y, -20% | 4 | – | – | – | – | – | – | – | – | – | 245 | 200 | 170 | 225 | 185 | 150 | 180 | 150 | 120 | – | – | – | – | – | – | 240 | 205 | 160 | 225 | 185 | 160 | 205 | 170 | 135 | 250 | 205 | 165 | 240 | 205 | 165 | – | – | – |
| Y | Y, -20% | 5 | – | – | – | – | – | – | – | – | – | – | – | – | 185 | 170 | 150 | 150 | 135 | 120 | – | – | – | – | – | – | 205 | 160 | 125 | 190 | 170 | 150 | 170 | 155 | 135 | 205 | 190 | 165 | 200 | 180 | 160 | – | – | – |
| Y | Y, -20% | 6 | – | – | – | – | – | – | – | – | – | – | – | – | 165 | 125 | 100 | 130 | 100 | 80 | – | – | – | – | – | – | 160 | 125 | 110 | 160 | 135 | 110 | 150 | 115 | 90 | 185 | 140 | 110 | 180 | 140 | 100 | – | – | – |
| M | ||||||||||||||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 205 | 180 | 165 | 170 | 150 | 135 | – | – | – | – | – | – | – | – | – | 205 | 185 | 155 | 195 | 170 | 155 | 225 | 180 | 170 | 260 | 210 | 185 | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | – | – | – | – | – | – | 185 | 160 | 130 | 155 | 130 | 110 | – | – | – | – | – | – | – | – | – | 185 | 160 | 140 | 175 | 150 | 125 | 205 | 160 | 135 | 235 | 180 | 145 | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | – | – | – | – | – | – | 140 | 120 | 95 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | 145 | 130 | 115 | 130 | 115 | 90 | 155 | 125 | 95 | 175 | 145 | 110 | – | – | – |
| K | ||||||||||||||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | 160 | 140 | 120 | – | – | – | – | – | – | 295 | 265 | 240 | 230 | 205 | 185 | – | – | – | 420 | 385 | 340 | 360 | 290 | 245 | 410 | 330 | 240 | 295 | 265 | 240 | – | – | – | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 2 | 140 | 120 | 100 | – | – | – | – | – | – | 230 | 205 | 190 | 180 | 160 | 150 | – | – | – | 335 | 295 | 275 | 280 | 230 | 195 | 280 | 245 | 190 | 235 | 210 | 190 | – | – | – | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 3 | 125 | 105 | 85 | – | – | – | – | – | – | 195 | 175 | 160 | 150 | 135 | 120 | – | – | – | 280 | 250 | 230 | 210 | 175 | 140 | 240 | 195 | 160 | 195 | 175 | 160 | – | – | – | – | – | – | – | – | – | – | – | – |
| N | ||||||||||||||||||||||||||||||||||||||||||||
| N | Y | 1 | 795 | 695 | 600 | 1215 | 1080 | 995 | 1075 | 945 | 875 | 640 | 570 | 525 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 3850 | 3365 | 2870 |
| N | Y | 2 | 615 | 520 | 425 | 1080 | 995 | 915 | 945 | 875 | 760 | 580 | 535 | 490 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 1535 | 1435 | 1340 |
| N | Y | 3 | 615 | 520 | 425 | 1080 | 995 | 915 | 945 | 875 | 760 | 580 | 535 | 490 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 1535 | 1435 | 1340 |
| S | ||||||||||||||||||||||||||||||||||||||||||||
| N | Y | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 50 | 40 | 25 | – | – | – |
| N | Y | 2 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 55 | 40 | 25 | – | – | – |
| N | Y | 3 | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | 55 | 45 | 30 | 65 | 45 | 30 | – | – | – |
| N | Y | 4 | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 45 | 35 | 50 | 45 | 30 | – | – | – | – | – | – | – | – | – | 50 | 45 | 35 | 55 | 50 | 35 | 60 | 55 | 40 | 75 | 60 | 40 | – | – | – |
| H | ||||||||||||||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | – | – | – | 130 | 105 | 80 | 120 | 90 | 70 | – | – | – | – | – | – | – | – | – | 140 | 110 | 90 | – | – | – | – | – | – | 135 | 100 | 75 | – | – | – | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||||||||||||||||||||||||
Przykłady zastosowania
| Mill 1-10™ • Ramping Angles [mm] | ||||||
| insert style | cutting diameter | max ramp angle to non-cutting corner tangent | max ramp angle to steel body interference | DH min [mm] - (min hole diameter) | DH max [mm] - (max hole diameter) | DHI [mm] - (max flat-bottomed hole diameter) |
| Mill-1, 10mm | 12 | not recommended | not recommended | not recommended | not recommended | not recommended |
| Mill-1, 10mm | 16 | 9,7° | 12,3° | 19,50 | 32 | 28,73 |
| Mill-1, 10mm | 18 | 7,6° | 9,6° | 23,29 | 63 | 32,68 |
| Mill-1, 10mm | 20 | 6,2° | 8,6° | 27,25 | 40 | 36,63 |
| Mill-1, 10mm | 22 | 5,2° | 7,0° | 31,25 | 44 | 40,63 |
| Mill-1, 10mm | 25 | 4,2° | 5,3° | 37,26 | 50 | 46,62 |
| Mill-1, 10mm | 28 | 3,5° | 4,3° | 43,26 | 56 | 52,62 |
| Mill-1, 10mm | 32 | 2,8° | 3,3° | 51,27 | 64 | 60,62 |
| Mill-1, 10mm | 40 | 2,0° | 2,3° | 67,30 | 80 | 76,61 |
| Mill-1, 10mm | 42 | 1,9° | 2,1° | 71,32 | 82 | 80,60 |
| Mill-1, 10mm | 50 | 1,5° | 1,6° | 87,53 | 100 | 96,86 |
| Mill-1, 10mm | 63 | 1,2° | 1,2° | 113,54 | 126 | 122,86 |
| Mill-1, 10mm | 80 | 0,9° | 0,9° | 147,54 | 160 | 156,85 |
| Mill-1, 10mm | 100 | 0,7° | 0,7° | 187,54 | 200 | 196,85 |
Recommended Starting Speeds [SFM]
| Mill 1-10™ • Recommended Starting Speeds [SFM] | ||||||||||||||||||||||||||||||||||||||||||||
| D = Dry Machining W = Wet Machining Y = Yes N = No Y, -20% = Yes, but reduce speed by 20% | K313 | KC410M | KC422M | KC510M | KC522M | KC725M | KCK15 | KCK20B | KCKP10 | KCPK30 | KCPM40 | KCSM30 | KCSM40 | KD1410 | ||||||||||||||||||||||||||||||
| Chip Thickness hex Inch | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||||||||||
| D | W | Cutting Speed
|
Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min |
| P | ||||||||||||||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 1085 | 935 | 885 | 855 | 755 | 705 | – | – | – | – | – | – | 985 | 970 | 855 | 1495 | 1295 | 1215 | 970 | 855 | 805 | 1215 | 1050 | 985 | 1150 | 1050 | 985 | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | – | – | – | – | – | – | 900 | 785 | 655 | 720 | 625 | 525 | – | – | – | – | – | – | 1015 | 900 | 785 | 920 | 835 | 755 | 820 | 705 | 590 | 1000 | 885 | 720 | 985 | 885 | 720 | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | – | – | – | – | – | – | 835 | 705 | 575 | 655 | 560 | 460 | – | – | – | – | – | – | 900 | 785 | 675 | 835 | 755 | 675 | 755 | 640 | 525 | 935 | 785 | 640 | 920 | 785 | 640 | – | – | – |
| Y | Y, -20% | 4 | – | – | – | – | – | – | – | – | – | 805 | 655 | 560 | 740 | 605 | 490 | 590 | 490 | 395 | – | – | – | – | – | – | 785 | 675 | 525 | 740 | 605 | 525 | 675 | 560 | 445 | 820 | 675 | 540 | 785 | 675 | 540 | – | – | – |
| Y | Y, -20% | 5 | – | – | – | – | – | – | – | – | – | – | – | – | 605 | 560 | 490 | 490 | 445 | 395 | – | – | – | – | – | – | 675 | 525 | 410 | 625 | 560 | 490 | 560 | 510 | 445 | 675 | 625 | 540 | 655 | 590 | 525 | – | – | – |
| Y | Y, -20% | 6 | – | – | – | – | – | – | – | – | – | – | – | – | 540 | 410 | 330 | 425 | 330 | 260 | – | – | – | – | – | – | 525 | 410 | 360 | 525 | 445 | 360 | 490 | 375 | 295 | 605 | 460 | 360 | 590 | 460 | 330 | – | – | – |
| M | ||||||||||||||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 675 | 590 | 540 | 560 | 490 | 445 | – | – | – | – | – | – | – | – | – | 675 | 605 | 510 | 640 | 560 | 510 | 740 | 590 | 560 | 855 | 690 | 605 | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | – | – | – | – | – | – | 605 | 525 | 425 | 510 | 425 | 360 | – | – | – | – | – | – | – | – | – | 605 | 525 | 460 | 575 | 490 | 410 | 675 | 525 | 445 | 770 | 590 | 475 | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | – | – | – | – | – | – | 460 | 395 | 310 | 375 | 330 | 260 | – | – | – | – | – | – | – | – | – | 475 | 425 | 375 | 425 | 375 | 295 | 510 | 410 | 310 | 575 | 475 | 360 | – | – | – |
| K | ||||||||||||||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | 525 | 460 | 395 | – | – | – | – | – | – | 970 | 870 | 785 | 755 | 675 | 605 | – | – | – | 1380 | 1265 | 1115 | 1180 | 950 | 805 | 1345 | 1085 | 785 | 970 | 870 | 785 | – | – | – | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 2 | 460 | 395 | 330 | – | – | – | – | – | – | 755 | 675 | 625 | 590 | 525 | 490 | – | – | – | 1100 | 970 | 900 | 920 | 755 | 640 | 920 | 805 | 625 | 770 | 690 | 625 | – | – | – | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 3 | 410 | 345 | 280 | – | – | – | – | – | – | 640 | 575 | 525 | 490 | 445 | 395 | – | – | – | 920 | 820 | 755 | 690 | 575 | 460 | 785 | 640 | 525 | 640 | 575 | 525 | – | – | – | – | – | – | – | – | – | – | – | – |
| N | ||||||||||||||||||||||||||||||||||||||||||||
| N | Y | 1 | 2610 | 2280 | 1970 | 3985 | 3545 | 3265 | 3525 | 3100 | 2870 | 2100 | 1870 | 1725 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 12630 | 11040 | 9415 |
| N | Y | 2 | 2020 | 1705 | 1395 | 3545 | 3265 | 3000 | 3100 | 2870 | 2495 | 1905 | 1755 | 1610 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 5035 | 4710 | 4395 |
| N | Y | 3 | 2020 | 1705 | 1395 | 3545 | 3265 | 3000 | 3100 | 2870 | 2495 | 1905 | 1755 | 1610 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 5035 | 4710 | 4395 |
| S | ||||||||||||||||||||||||||||||||||||||||||||
| N | Y | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 150 | 130 | 100 | 165 | 130 | 80 | – | – | – |
| N | Y | 2 | – | – | – | – | – | – | – | – | – | – | – | – | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 150 | 130 | 100 | 180 | 130 | 80 | – | – | – |
| N | Y | 3 | – | – | – | – | – | – | – | – | – | – | – | – | 165 | 130 | 80 | 150 | 115 | 80 | – | – | – | – | – | – | – | – | – | – | – | – | 165 | 130 | 100 | 180 | 150 | 100 | 215 | 150 | 100 | – | – | – |
| N | Y | 4 | – | – | – | – | – | – | – | – | – | – | – | – | 165 | 150 | 115 | 165 | 150 | 100 | – | – | – | – | – | – | – | – | – | 165 | 150 | 115 | 180 | 165 | 115 | 195 | 180 | 130 | 245 | 195 | 130 | – | – | – |
| H | ||||||||||||||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | – | – | – | 425 | 345 | 260 | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | 460 | 360 | 295 | – | – | – | – | – | – | 445 | 330 | 245 | – | – | – | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||||||||||||||||||||||||
| Mill 1-10TM • Ramping Angles • Inch | ||||||
| insert style | cutting diameter | max ramp angle to non-cutting corner tangent | max ramp angle to steel body interference | DH min [Inch] - (min hole diameter) | DH max [Inch] - (max hole diameter) | DHI [Inch] - (max flat-bottomed hole diameter) |
| Mill-1, 10mm | .500 | not recommended | not recommended | not recommended | not recommended | not recommended |
| Mill-1, 10mm | .625 | 9.9° | 12.5° | .758 | 1.250 | 1.121 |
| Mill-1, 10mm | .750 | 6.8° | 9.7° | .998 | 1.500 | 1.367 |
| Mill-1, 10mm | .875 | 5.1° | 6.8° | 1.248 | 1.750 | 1.617 |
| Mill-1, 10mm | 1.000 | 4.1° | 5.1° | 1.498 | 2.000 | 1.867 |
| Mill-1, 10mm | 1.100 | 3.5° | 4.3° | 1.698 | 2.200 | 2.067 |
| Mill-1, 10mm | 1.250 | 2.9° | 3.4° | 1.999 | 2.500 | 2.367 |
| Mill-1, 10mm | 1.500 | 2.2° | 2.4° | 2.499 | 3.000 | 2.867 |
| Mill-1, 10mm | 2.000 | 1.2° | 1.6° | 3.509 | 4.000 | 3.876 |
| Mill-1, 10mm | 2.500 | 1.2° | 1.2° | 4.509 | 5.000 | 4.876 |
| Mill-1, 10mm | 3.000 | 0.9° | 1.0° | 5.509 | 6.000 | 5.876 |
| Mill-1, 10mm | 4.000 | 0.7° | 0.7° | 7.509 | 8.000 | 7.876 |
Przykłady zastosowania
| Mill 1-10™ • Ramping Angles [mm] | ||||||
| insert style | cutting diameter | max ramp angle to non-cutting corner tangent | max ramp angle to steel body interference | DH min [mm] - (min hole diameter) | DH max [mm] - (max hole diameter) | DHI [mm] - (max flat-bottomed hole diameter) |
| Mill-1, 10mm | 12 | not recommended | not recommended | not recommended | not recommended | not recommended |
| Mill-1, 10mm | 16 | 9,7° | 12,3° | 19,50 | 32 | 28,73 |
| Mill-1, 10mm | 18 | 7,6° | 9,6° | 23,29 | 63 | 32,68 |
| Mill-1, 10mm | 20 | 6,2° | 8,6° | 27,25 | 40 | 36,63 |
| Mill-1, 10mm | 22 | 5,2° | 7,0° | 31,25 | 44 | 40,63 |
| Mill-1, 10mm | 25 | 4,2° | 5,3° | 37,26 | 50 | 46,62 |
| Mill-1, 10mm | 28 | 3,5° | 4,3° | 43,26 | 56 | 52,62 |
| Mill-1, 10mm | 32 | 2,8° | 3,3° | 51,27 | 64 | 60,62 |
| Mill-1, 10mm | 40 | 2,0° | 2,3° | 67,30 | 80 | 76,61 |
| Mill-1, 10mm | 42 | 1,9° | 2,1° | 71,32 | 82 | 80,60 |
| Mill-1, 10mm | 50 | 1,5° | 1,6° | 87,53 | 100 | 96,86 |
| Mill-1, 10mm | 63 | 1,2° | 1,2° | 113,54 | 126 | 122,86 |
| Mill-1, 10mm | 80 | 0,9° | 0,9° | 147,54 | 160 | 156,85 |
| Mill-1, 10mm | 100 | 0,7° | 0,7° | 187,54 | 200 | 196,85 |
| Mill 1-10TM • Ramping Angles • Inch | ||||||
| insert style | cutting diameter | max ramp angle to non-cutting corner tangent | max ramp angle to steel body interference | DH min [Inch] - (min hole diameter) | DH max [Inch] - (max hole diameter) | DHI [Inch] - (max flat-bottomed hole diameter) |
| Mill-1, 10mm | .500 | not recommended | not recommended | not recommended | not recommended | not recommended |
| Mill-1, 10mm | .625 | 9.9° | 12.5° | .758 | 1.250 | 1.121 |
| Mill-1, 10mm | .750 | 6.8° | 9.7° | .998 | 1.500 | 1.367 |
| Mill-1, 10mm | .875 | 5.1° | 6.8° | 1.248 | 1.750 | 1.617 |
| Mill-1, 10mm | 1.000 | 4.1° | 5.1° | 1.498 | 2.000 | 1.867 |
| Mill-1, 10mm | 1.100 | 3.5° | 4.3° | 1.698 | 2.200 | 2.067 |
| Mill-1, 10mm | 1.250 | 2.9° | 3.4° | 1.999 | 2.500 | 2.367 |
| Mill-1, 10mm | 1.500 | 2.2° | 2.4° | 2.499 | 3.000 | 2.867 |
| Mill-1, 10mm | 2.000 | 1.2° | 1.6° | 3.509 | 4.000 | 3.876 |
| Mill-1, 10mm | 2.500 | 1.2° | 1.2° | 4.509 | 5.000 | 4.876 |
| Mill-1, 10mm | 3.000 | 0.9° | 1.0° | 5.509 | 6.000 | 5.876 |
| Mill-1, 10mm | 4.000 | 0.7° | 0.7° | 7.509 | 8.000 | 7.876 |