
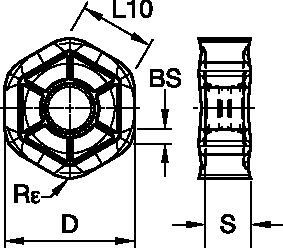
Dodeka™ • Płytka z węglika spiekanego • HNGJ-LD • Obróbka lekka
Frezownie płaszczyzn
Właściwości i zalety
- Precyzyjnie szlifowana płytka z polerowaną powierzchnią natarcia.
- Płytka do frezów Dodeka 15/45 (metryczne).
- Płytka do frezów Dodeka 75/45 (metryczne).