Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego
Zmień konto
Konto odbiorcy
Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
-
Powiadomienia
Oznacz wszystkie jako przeczytane - Zmień hasło
- Mój profil
- Wyloguj się
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Frezuj więcej za mniej dzięki naszym ofertom ograniczonym czasowo!
Kup teraz.
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa : {{SolutionName}}- Produkty
- /
- Narzędzia do obróbki skrawaniem
- /
- Toczenie gwintów
- /
- Gwintowniki HSS
- /
- Gwintowniki HP HSS-E-PM
- /
- T65_
- /
- T650 • Metryczne, bardzo długie • Nakrój półwykańczający C • Obróbka elementów elektrowni wiatrowych
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
T650 • Metryczne, bardzo długie • Nakrój półwykańczający C • Obróbka elementów elektrowni wiatrowych
Gwintowniki Beyond™ HSS-E-PM z rowkiem wiórowym spiralnym • Otwory nieprzelotowe
Właściwości i zalety
- KP6525 TiCN + TiN do gwintowania w stali i żeliwie.
Zastosowania
Threading: Blind Hole
Class of Fit: 6HX
Chamfer Form C (2–3)
HSS-E-PM
Manufacturer’s Specs: M
Flood Coolant: Tapping
Tapping Helix Angle: 15°
Tolerancja
| shank tolerance | |
| D | tolerance h6 + / - |
| 12
|
+0, -0,011 |
| 20
|
+0, -0,013 |
| 32
|
+0, -0,016 |
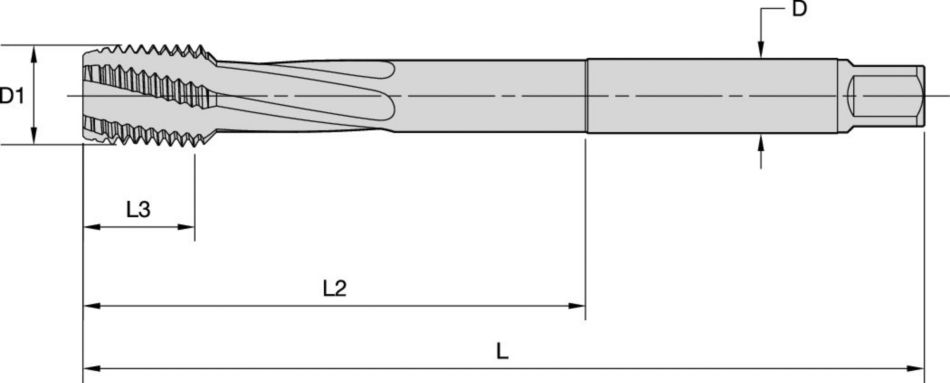
DIN 371
| D1 | pitch | D | L | L3* | L2 | L5 | S10 |
| M3 | 0.5 | 3.5 | 56 | 11 | 18 | 6 | 2.7 |
| M3.5 | 0.6 | 4 | 56 | 12 | 20 | 6 | 3 |
| M4 | 0.7 | 4.5 | 63 | 13 | 21 | 6 | 3.4 |
| M4.5 | 0.75 | 6 | 70 | 16 | 25 | 8 | 4.9 |
| M5 | 0.8 | 6 | 70 | 16 | 25 | 8 | 4.9 |
| M6 | 1 | 6 | 80 | 19 | 30 | 8 | 4.9 |
| M7 | 1 | 7 | 80 | 19 | 30 | 8 | 5.5 |
| M8 | 0.75 | 8 | 80 | 18 | 30 | 9 | 6.2 |
| M8 | 1.25 | 8 | 90 | 22 | 35 | 9 | 6.2 |
| M9 | 0.75 | 9 | 80 | 18 | 30 | 10 | 7 |
| M9 | 1.25 | 9 | 90 | 22 | 35 | 10 | 7 |
| M10 | 1 | 10 | 90 | 20 | 35 | 11 | 8 |
| M10 | 1.5 | 10 | 100 | 24 | 39 | 11 | 8 |
DIN 374
| pitch | |||||||
| D1 | minimum | maximum | D | L | L3* | L5 | S10 |
| M8 | 0.2 | 0.75 | 6 | 80 | 18 | 8 | 4.9 |
| M8 | — | 1 | 6 | 90 | 22 | 8 | 4.9 |
| M9 | 0.2 | 0.75 | 7 | 80 | 18 | 8 | 5.5 |
| M9 | — | 1 | 7 | 90 | 22 | 8 | 5.5 |
| M10 | 0.2 | 1 | 7 | 90 | 20 | 8 | 5.5 |
| M10 | — | 1.25 | 7 | 100 | 24 | 8 | 5.5 |
| M11 | 0.35 | 1 | 8 | 90 | 20 | 9 | 6.2 |
| M12 | 0.35 | 1.5 | 9 | 100 | 22 | 10 | 7 |
| M14 | 0.35 | 1.5 | 11 | 100 | 22 | 12 | 9 |
| M16 | 0.35 | 1.5 | 12 | 100 | 22 | 12 | 9 |
| M16 | — | 2 | 12 | 110 | 32 | 12 | 9 |
| M18 | 0.35 | 1.5 | 14 | 110 | 25 | 14 | 11 |
| M18 | — | 2 | 14 | 125 | 34 | 14 | 11 |
| M20 | 0.35 | 1.5 | 16 | 125 | 25 | 15 | 12 |
| M20 | — | 2 | 16 | 140 | 34 | 15 | 12 |
| M22 | 0.35 | 1.5 | 18 | 125 | 25 | 17 | 14.5 |
| M22 | — | 2 | 18 | 140 | 34 | 17 | 14.5 |
| M24 | 0.35 | 2 | 18 | 140 | 28 | 17 | 14.5 |
| M27 | 0.35 | 2 | 20 | 140 | 28 | 19 | 16 |
| M30 | 0.35 | 2 | 22 | 150 | 28 | 21 | 18 |
| M30 | — | 3 | 22 | 180 | 45 | 21 | 18 |
DIN 376
| D1 | pitch | D | L | L3* | L5 | S10 |
| M8 | 1.25 | 6 | 90 | 22 | 8 | 4.9 |
| M9 | 1.25 | 7 | 90 | 22 | 8 | 5.5 |
| M10 | 1.5 | 7 | 100 | 24 | 8 | 5.5 |
| M11 | 1.5 | 8 | 100 | 24 | 9 | 6.2 |
| M12 | 1.75 | 9 | 110 | 28 | 10 | 7 |
| M14 | 2 | 11 | 110 | 30 | 12 | 9 |
| M16 | 2 | 12 | 110 | 32 | 12 | 9 |
| M18 | 2.5 | 14 | 125 | 34 | 14 | 11 |
| M20 | 2.5 | 16 | 140 | 34 | 15 | 12 |
| M22 | 2.5 | 18 | 140 | 34 | 17 | 14.5 |
| M24 | 3 | 18 | 160 | 38 | 17 | 14.5 |
| M27 | 3 | 20 | 160 | 38 | 19 | 16 |
| M30 | 3.5 | 22 | 180 | 45 | 21 | 18 |
| M33 | 3.5 | 25 | 180 | 50 | 23 | 20 |
| M36 | 4 | 28 | 200 | 56 | 25 | 22 |
| M39 | 4 | 32 | 200 | 60 | 27 | 24 |
| M42 | 4.5 | 32 | 200 | 60 | 27 | 24 |
| M45 | 4.5 | 36 | 220 | 65 | 32 | 29 |
Metryczny JIS typu 3
| D1 | pitch | D | L | L3 | L5 | S10 |
| M8 | 1.25 | 6.2 | 70 | 22 | 8 | 5 |
| M9 | 1.25 | 7 | 72 | 22 | 8 | 5.5 |
| M10 | 1.5 | 7 | 75 | 24 | 8 | 5.5 |
| M11 | 1.5 | 8 | 80 | 25 | 9 | 6 |
| M12 | 1.75 | 8.5 | 82 | 29 | 9 | 6.5 |
| M14 | 2 | 10.5 | 88 | 30 | 11 | 8 |
| M16 | 2 | 12.5 | 95 | 32 | 13 | 10 |
| M18 | 2.5 | 14 | 100 | 37 | 14 | 11 |
| M20 | 2.5 | 15 | 105 | 37 | 15 | 12 |
| M22 | 2.5 | 17 | 115 | 38 | 16 | 13 |
| M24 | 3 | 19 | 120 | 45 | 18 | 15 |
| HSS-E-PM Taps • Grades KP6505 KP6525 KM6515 | ||||||||||||||||
| Tapping Operation | Tap Style | Grade1 | Cutting Speed
|
|||||||||||||
| Starting Value | ||||||||||||||||
| m/min | 3 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | |||
| SFM | 10 | 16 | 33 | 49 | 66 | 82 | 98 | 115 | 131 | 148 | 164 | 180 | 197 | |||
| P1 • Low-Carbon Steels, Long Chipping • Content: C 0.25% • Tensile Strength RM (MPa*): 530 • Hardness (HB) or HRC: 125 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 38 | 30 | 45 | |||||||||||
| 125 | 98 | 148 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 23 | 18 | 27 | |||||||||||
| 75 | 59 | 89 | ||||||||||||||
| P2 • Low-Carbon Steels, Free Machining, and Short Chipping • Content C 0.25% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 220 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 33 | 25 | 40 | |||||||||||
| 108 | 82 | 131 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 20 | 15 | 25 | |||||||||||
| 65 | 49 | 82 | ||||||||||||||
| P3 • Medium- and High-Plain Carbon Steels, Low-Alloyed • Content C
|
||||||||||||||||
| Through Holes | T620 | KP6525 | 28 | 20 | 35 | |||||||||||
| 92 | 66 | 115 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 17 | 12 | 21 | |||||||||||
| 55 | 59 | 69 | ||||||||||||||
| P5 • Ferritic, Martensitic, and PH Stainless Steels • Content C= 0-0.4% • Tensile Strength RM (MPa*): 600–850 • Hardness (HB) HRC: 330 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 18 | 10 | 25 | |||||||||||
| 59 | 33 | 82 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 11 | 6 | 15 | |||||||||||
| 35 | 20 | 49 | ||||||||||||||
| P6 • High-Strength Ferritic, Martensitic, and PH Stainless Steels • Content C=0.1-0.6% • Tensile Strength RM (MPa*): 900-1350 • Hardness (HB) HRC: 350–450 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 10 | 5 | 15 | |||||||||||
| 33 | 16 | 49 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 6 | 3 | 9 | |||||||||||
| 20 | 10 | 30 | ||||||||||||||
| M1 • Austenitic Stainless Steel • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 130-200 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M2 • High-Strength Austenitic Stainless and Cast Stainless Steels • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 500 - 700 • Hardness (HB) or HRC: 150-230 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M3 • Duplex Steel • Content C=0.05-0.2 % • Tensile Strength RM (MPa*): 900 • Hardness (HB) HRC: 135-275 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| K1 • Cast and Low-Strength Ductile Irons • Tensile Strength RM (MPa*): 150-400 • Hardness (HB) or HRC: 120-290 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 45 | 30 | 60 | |||||||||||
| 148 | 98 | 197 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 27 | 18 | 36 | |||||||||||
| 90 | 59 | 118 | ||||||||||||||
| K2 • Low- and Medium-Strength CGI and Ductile Irons • Tensile Strength RM (MPa*): 400-600 • Hardness (HB) or HRC: 130-260 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 38 | 25 | 50 | |||||||||||
| 125 | 82 | 164 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 23 | 15 | 30 | |||||||||||
| 75 | 49 | 98 | ||||||||||||||
| K3 • High-Strength Ductile and Austempered Ductile Iron • Tensile Strength RM (MPa*): 600-900 • Hardness (HB) or HRC: 180-350 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 30 | 20 | 40 | |||||||||||
| 98 | 66 | 131 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 18 | 12 | 25 | |||||||||||
| 59 | 39 | 82 | ||||||||||||||
| HSS-E-PM Taps • Grades KP6505 KP6525 KM6515 | ||||||||||||||||
| Tapping Operation | Tap Style | Grade | Cutting Speed
|
|||||||||||||
| Starting Value | ||||||||||||||||
| m/min | 3 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | |||
| SFM | 10 | 16 | 33 | 49 | 66 | 82 | 98 | 115 | 131 | 148 | 164 | 180 | 197 | |||
| P1 • Low-Carbon Steels, Long Chipping • Content: C 0.25% • Tensile Strength RM (MPa*): 530 • Hardness (HB) or HRC: 125 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 38 | 30 | 45 | |||||||||||
| 125 | 98 | 148 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 23 | 18 | 27 | |||||||||||
| 75 | 59 | 89 | ||||||||||||||
| P2 • Low-Carbon Steels, Free Machining, and Short Chipping • Content C 0.25% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 220 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 33 | 25 | 40 | |||||||||||
| 108 | 82 | 131 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 20 | 15 | 25 | |||||||||||
| 65 | 49 | 82 | ||||||||||||||
| P3 • Medium- and High-Plain Carbon Steels, Low-Alloyed • Content C
|
||||||||||||||||
| Through Holes | T620 | KP6525 | 28 | 20 | 35 | |||||||||||
| 92 | 66 | 115 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 17 | 12 | 21 | |||||||||||
| 55 | 59 | 69 | ||||||||||||||
| P5 • Ferritic, Martensitic, and PH Stainless Steels • Content C= 0-0.4% • Tensile Strength RM (MPa*): 600–850 • Hardness (HB) HRC: 330 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 18 | 10 | 25 | |||||||||||
| 59 | 33 | 82 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 11 | 6 | 15 | |||||||||||
| 35 | 20 | 49 | ||||||||||||||
| P6 • High-Strength Ferritic, Martensitic, and PH Stainless Steels • Content C=0.1-0.6% • Tensile Strength RM (MPa*): 900-1350 • Hardness (HB) HRC: 350–450 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 10 | 5 | 15 | |||||||||||
| 33 | 16 | 49 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 6 | 3 | 9 | |||||||||||
| 20 | 10 | 30 | ||||||||||||||
| M1 • Austenitic Stainless Steel • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 130-200 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M2 • High-Strength Austenitic Stainless and Cast Stainless Steels • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 500 - 700 • Hardness (HB) or HRC: 150-230 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M3 • Duplex Steel • Content C=0.05-0.2 % • Tensile Strength RM (MPa*): 900 • Hardness (HB) HRC: 135-275 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| K1 • Cast and Low-Strength Ductile Irons • Tensile Strength RM (MPa*): 150-400 • Hardness (HB) or HRC: 120-290 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 45 | 30 | 60 | |||||||||||
| 148 | 98 | 197 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 27 | 18 | 36 | |||||||||||
| 90 | 59 | 118 | ||||||||||||||
| K2 • Low- and Medium-Strength CGI and Ductile Irons • Tensile Strength RM (MPa*): 400-600 • Hardness (HB) or HRC: 130-260 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 38 | 25 | 50 | |||||||||||
| 125 | 82 | 164 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 23 | 15 | 30 | |||||||||||
| 75 | 49 | 98 | ||||||||||||||
| K3 • High-Strength Ductile and Austempered Ductile Iron • Tensile Strength RM (MPa*): 600-900 • Hardness (HB) or HRC: 180-350 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 30 | 20 | 40 | |||||||||||
| 98 | 66 | 131 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 18 | 12 | 25 | |||||||||||
| 59 | 39 | 82 | ||||||||||||||