
KenDrill™ HPG • 40 x D • Internal Coolant • Straight Shank • Metric
Wiertła do głębokich otworów Beyond™ SC • Obróbka stali i materiałów nieżelaznych • Wewnętrzne doprowadzanie chłodziwa
Zastosowania
Drilling: Stacked Plates
Drilling
Drilling: Inclined Exit
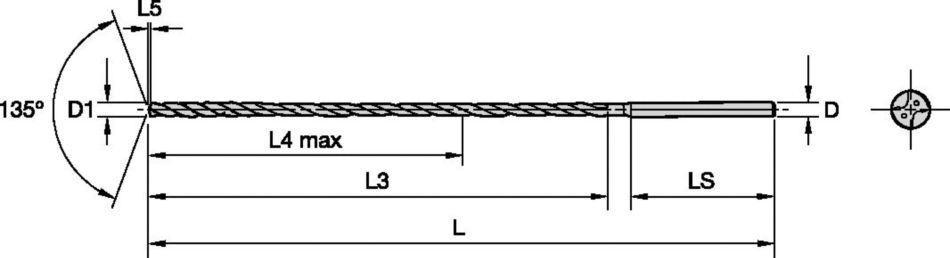
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling
Właściwości i zalety
- HP solid carbide deep-hole drills with through coolant for steel, cast iron, stainless steel, high-temperature alloys, and non-ferrous materials.
- Application-specific SC drill for drilling holes up to 40 x D up to 4x faster than conventional HSS and gun drills.
- Broadest diameter range on the market from .0938–.6299″ (2,383–16mm).
- KMH-point geometry is available as a semi-standard, especially for crankshaft applications.
- KCPK20™ grade (B27_HPG) is an AlCrN-TiAlN-based coating provides outstanding wear resistance. New ultra-fine-grain carbide ensures process reliability at high feed rates in steel and iron.
Strona maszyny
ładowanie...
Strona przedmiotu obrabianego
ładowanie...
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />