Welcome
Please confirm your preferences
Update Preferences
Предложения по продукции
Product Family suggestions
Kennametal At Your Service
Have a Product Specific Question?
See a full list of Global Service Professionals by expertise area
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account
Change Account
Ship To Account
Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
-
Уведомления
Отметить все как прочитанные - Favorites
- Change Password
- My Profile
- Logout
Позиции
успешно добавлено в корзину
View Cart
View Cart
Kennametal At Your Service
Have a Product Specific Question?
See a full list of Global Service Professionals by expertise area
Позиции
успешно добавлено в корзину
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- продукты
- /
- KIPR - RP • Концевые фрезы с цилиндрическим хвостовиком • Метрическая система
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

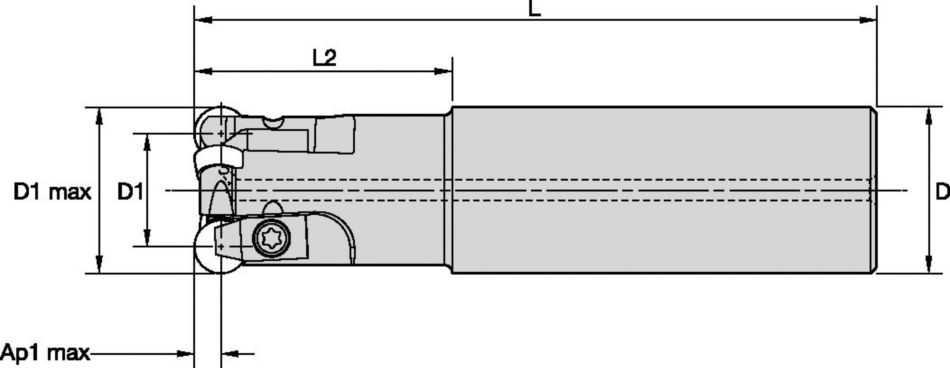
KIPR - RP • Концевые фрезы с цилиндрическим хвостовиком • Метрическая система
Концевые фрезы с цилиндрическим хвостовиком
Характеристики и преимущества
- Для обработки жаропрочных сплавов, дисперсионно-твердеющей нержавеющей и закаленной стали.
- Высокая производительность в результате значительного сокращения времени обработки.
- Возможность выполнения торцевого фрезерования, обработки карманов и врезания под углом.
- Через каналы охлаждения подается только сжатый воздух.
Использование и область применения
Ramping: Blank
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Shank - Cylindrical Plain
Pocketing
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
 <="" td=""> <="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..E | KYS30 |
| S3 | ..E | KYS30 | ..E | KYS30 | ..E | KYS30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
<="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..T | KYS30 |
| S3 | ..E | KYS30 | ..T | KYS30 | ..T | KYS30 |
| S4 | ||||||
| H1 | – | – | – | – | – | – |
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
<="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..T | KYS30 |
| S3 | ..E | KYS30 | ..T | KYS30 | ..T | KYS30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
При осевой глубине резания (ap) 3,18
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,12 | 0,13 | 0,17 | 0,09 | 0,10 | 0,13 | 0,08 | 0,09 | 0,11 | 0,07 | 0,08 | 0,10 | 0,07 | 0,08 | 0,10 | ..E |
При осевой глубине резания (ap) 1,59
| Light
|
General
|
Heavy
|
При осевой глубине резания (ap) 0,79
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,14 | 0,15 | 0,20 | 0,10 | 0,11 | 0,15 | 0,09 | 0,10 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,12 | ..E |
При осевой глубине резания (ap) 0,40
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,25 | 0,27 | 0,35 | 0,19 | 0,20 | 0,26 | 0,16 | 0,18 | 0,23 | 0,15 | 0,17 | 0,22 | 0,15 | 0,16 | 0,21 | ..E |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,18 | 0,20 | 0,26 | 0,14 | 0,15 | 0,19 | 0,12 | 0,13 | 0,17 | 0,11 | 0,12 | 0,16 | 0,11 | 0,12 | 0,15 | ..E |
При осевой глубине резания (ap) 4,76
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,12 | 0,13 | 0,17 | 0,09 | 0,10 | 0,13 | 0,08 | 0,09 | 0,11 | 0,07 | 0,08 | 0,10 | 0,07 | 0,08 | 0,10 | ..E |
| ..T | 0,17 | 0,20 | 0,26 | 0,13 | 0,15 | 0,19 | 0,11 | 0,13 | 0,17 | 0,10 | 0,12 | 0,16 | 0,10 | 0,12 | 0,15 | ..T |
При осевой глубине резания (ap) 2,38
| Light
|
General
|
Heavy
|
При осевой глубине резания (ap) 1,19
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,14 | 0,15 | 0,20 | 0,10 | 0,11 | 0,15 | 0,09 | 0,10 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,12 | ..E |
| ..T | 0,20 | 0,24 | 0,30 | 0,15 | 0,18 | 0,22 | 0,13 | 0,15 | 0,19 | 0,12 | 0,14 | 0,18 | 0,12 | 0,14 | 0,18 | ..T |
При осевой глубине резания (ap) 0,60
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,25 | 0,27 | 0,35 | 0,19 | 0,20 | 0,26 | 0,16 | 0,18 | 0,23 | 0,15 | 0,17 | 0,22 | 0,15 | 0,16 | 0,21 | ..E |
| ..T | 0,35 | 0,42 | 0,53 | 0,26 | 0,32 | 0,40 | 0,23 | 0,28 | 0,35 | 0,21 | 0,26 | 0,32 | 0,21 | 0,25 | 0,32 | ..T |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,18 | 0,20 | 0,26 | 0,14 | 0,15 | 0,19 | 0,12 | 0,13 | 0,17 | 0,11 | 0,12 | 0,16 | 0,11 | 0,12 | 0,15 | ..E |
| ..T | 0,26 | 0,31 | 0,39 | 0,19 | 0,23 | 0,29 | 0,17 | 0,20 | 0,25 | 0,16 | 0,19 | 0,24 | 0,15 | 0,19 | 0,23 | ..T |
При осевой глубине резания (ap) 6,35
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,12 | 0,13 | 0,17 | 0,09 | 0,10 | 0,13 | 0,08 | 0,09 | 0,11 | 0,07 | 0,08 | 0,10 | 0,07 | 0,08 | 0,10 | ..E |
| ..T | 0,17 | 0,26 | 0,29 | 0,13 | 0,20 | 0,22 | 0,11 | 0,17 | 0,19 | 0,10 | 0,16 | 0,18 | 0,10 | 0,16 | 0,17 | ..T |
При осевой глубине резания (ap) 3,18
| Light
|
General
|
Heavy
|
При осевой глубине резания (ap) 1,59
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,14 | 0,15 | 0,20 | 0,10 | 0,11 | 0,15 | 0,09 | 0,10 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,12 | ..E |
| ..T | 0,20 | 0,31 | 0,33 | 0,15 | 0,23 | 0,25 | 0,13 | 0,20 | 0,22 | 0,12 | 0,19 | 0,20 | 0,12 | 0,18 | 0,20 | ..T |
При осевой глубине резания (ap) 0,79
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,25 | 0,27 | 0,35 | 0,19 | 0,20 | 0,26 | 0,16 | 0,18 | 0,23 | 0,15 | 0,17 | 0,22 | 0,15 | 0,16 | 0,21 | ..E |
| ..T | 0,35 | 0,55 | 0,60 | 0,26 | 0,41 | 0,45 | 0,23 | 0,36 | 0,39 | 0,21 | 0,33 | 0,37 | 0,21 | 0,33 | 0,36 | ..T |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,18 | 0,20 | 0,26 | 0,14 | 0,15 | 0,19 | 0,12 | 0,13 | 0,17 | 0,11 | 0,12 | 0,16 | 0,11 | 0,12 | 0,15 | ..E |
| ..T | 0,26 | 0,40 | 0,44 | 0,19 | 0,30 | 0,33 | 0,17 | 0,26 | 0,29 | 0,16 | 0,24 | 0,27 | 0,15 | 0,24 | 0,26 | ..T |
Рекомендуемые начальные скорости резания [м/мин]
| Material Group | KYHS10 | KYSM10 | KYSP30 | KYS30 | |||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | 1205 | 975 | 725 | 915 | 730 | 550 | 915 | 730 | 550 | |
| 6 | – | – | – | 1205 | 975 | 725 | 915 | 730 | 550 | 915 | 730 | 550 | |
| M | 1 | – | – | – | 1205 | 975 | 725 | – | – | – | – | – | – |
| 2 | – | – | – | 1140 | 915 | – | – | – | – | – | – | – | |
| 3 | – | – | – | 840 | 730 | – | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 510 | 400 | 295 | 1065 | 870 | 675 | 805 | 660 | 510 | 805 | 660 | 510 |
| 2 | 510 | 400 | 295 | 1065 | 870 | 675 | 805 | 660 | 510 | 805 | 660 | 510 | |
| 3 | 730 | 620 | 510 | 1550 | 1260 | 970 | 1170 | 950 | 730 | 1170 | 950 | 730 | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | 365 | 310 | 240 | – | – | – | – | – | – | – | – | – |