Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego Zmień konto
Konto odbiorcy Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
Powiadomienia
Oznacz wszystkie jako przeczytane- Zmień hasło
- Mój profil
- Wyloguj się
Pozycje pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Podnieś swoją wydajność za mniej dzięki naszym ofertom ograniczonym czasowo! Kup teraz
Pozycje pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa :{{SolutionName}}- Produkty
- /
- Głowice RMS z rowkami prostymi i wewnętrznym doprowadzaniem chłodziwa
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

Głowice RMS z rowkami prostymi i wewnętrznym doprowadzaniem chłodziwa
Monolityczne narzędzia RMS™ do rozwiercania z węglika spiekanego
Właściwości i zalety
- Klasa dokładności H7.
- Dostępne są rozmiary pośrednie szlifowane w celu osiągnięcia klasy dokładności otworów IT7.
- Począwszy od średnicy 10 mm osiągalna jest klasa dokładności IT6.
Zastosowania
Reaming: Blind Hole
Reaming: Blind & Cross
Through Coolant: Axial: Reaming
Shank - Cylindrical Plain
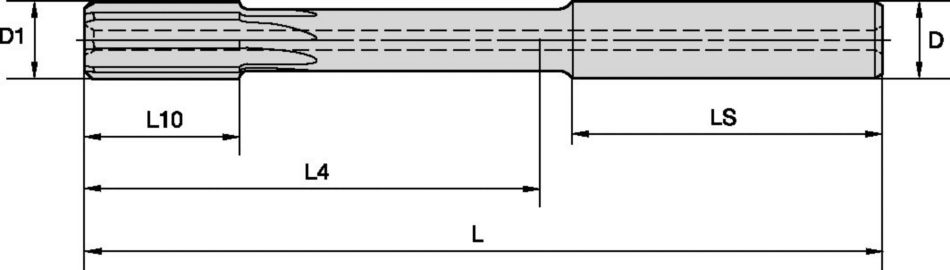
Wymiary rozwiertaków dostępnych na zamówienie
| D1 min | D1 max | D | L | L4 | L10 | LS | ||||||||
| mm | in | mm | in | mm | in | mm | in | mm | in | mm | in | mm | in | Z |
| 14,000 | 0.5512 | 15,999 | 0.6299 | 16 | 0.630 | 147,4 | 5.80 | 92,4 | 3.64 | 7,5 | 0.30 | 49 | 1.93 | 6 |
| 16,000 | 0.6299 | 17,999 | 0.7086 | 20 | 0.787 | 159,4 | 6.28 | 102,4 | 4.03 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 18,000 | 0.7087 | 20,000 | 0.7874 | 20 | 0.787 | 173,4 | 6.83 | 116,4 | 4.58 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 20,001 | 0.7874 | 22,499 | 0.8858 | 20 | 0.787 | 202,4 | 7.97 | 145,4 | 5.72 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 22,500 | 0.8858 | 24,999 | 0.9842 | 20 | 0.787 | 212,4 | 8.36 | 155,4 | 6.12 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 25,000 | 0.9843 | 27,499 | 1.0826 | 25 | 0.984 | 232,4 | 9.15 | 169,4 | 6.67 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 27,500 | 1.0827 | 29,999 | 1.1811 | 25 | 0.984 | 242,4 | 9.54 | 179,4 | 7.06 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 30,000 | 1.1811 | 32,499 | 1.2795 | 25 | 0.984 | 272,4 | 10.72 | 209,4 | 8.24 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 32,500 | 1.2795 | 34,999 | 1.3779 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 35,000 | 1.3780 | 37,499 | 1.4763 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 37,500 | 1.4764 | 39,999 | 1.5748 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 40,000 | 1.5748 | 42,500 | 1.6732 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| Material |  |  |  |  | ||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Inch | ||||||||||||
| Cutting Speed | Cutting Speed | Recommended Feed Rate per Tooth | ||||||||||||
| Range | Range | Tool Diameter | .164–.281 | .282–.378 | .378–.551 | |||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 131 | 197 | 230 | 295 | 394 | 508 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 |
| 2 | 131 | 197 | 230 | 295 | 394 | 508 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 3 | 115 | 164 | 197 | 246 | 328 | 426 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 4 | 82 | 131 | 148 | 197 | 262 | 344 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 5 | 49 | 66 | 82 | 98 | 131 | 180 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| 6 | 49 | 66 | 82 | 98 | 131 | 180 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| M | 1 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 |
| 2 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 | |
| 3 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 | |
| K | 1 | 115 | 164 | 197 | 246 | 328 | 426 | inch/z | .002 | .006 | .002 | .007 | .002 | .008 |
| 2 | 82 | 131 | 164 | 197 | 295 | 361 | inch/z | .002 | .006 | .002 | .006 | .002 | .007 | |
| 3 | 66 | 98 | 148 | 197 | 262 | 344 | inch/z | .002 | .005 | .002 | .006 | .002 | .006 | |
| N | 1 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 |
| 2 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 3 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 4 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 5 | 344 | 459 | 590 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| S | 1 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 |
| 2 | 26 | 33 | 49 | 50 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| 3 | 49 | 66 | 98 | 66 | 98 | 131 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 4 | 49 | 66 | 98 | 66 | 98 | 131 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| Material | | | | | ||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Metric | ||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | |||||||||||||
| Range | Tool Diameter | 4,16–7,15mm | 7,16–9,59mm | 9,60–14,00mm | ||||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 |
| 2 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 3 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 25 | 40 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 5 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 6 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| M | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| 3 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| K | 1 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,16 | 0,05 | 0,18 | 0,05 | 0,20 |
| 2 | 25 | 40 | 50 | 60 | 90 | 110 | mm/z | 0,05 | 0,14 | 0,05 | 0,16 | 0,05 | 0,18 | |
| 3 | 20 | 30 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,12 | 0,05 | 0,14 | 0,05 | 0,16 | |
| N | 1 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 |
| 2 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 3 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 4 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 5 | 105 | 140 | 180 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| S | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 3 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| | | | |||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Metric | ||||||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | |||||||||||||
| Range | Tool Diameter | 4,16–7,15 | 7,16–9,59 | 9,60–14,00 | ||||||||||
| Material | Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | |
| P | 1 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 |
| 2 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 3 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 25 | 40 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 5 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 6 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| M | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| 3 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| K | 1 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,16 | 0,05 | 0,18 | 0,05 | 0,20 |
| 2 | 25 | 40 | 50 | 60 | 90 | 110 | mm/z | 0,05 | 0,14 | 0,05 | 0,16 | 0,05 | 0,18 | |
| 3 | 20 | 30 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,12 | 0,05 | 0,14 | 0,05 | 0,16 | |
| N | 1 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 |
| 2 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 3 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 4 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 5 | 105 | 140 | 180 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| S | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 3 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| Recommended Reaming Allowance in Diameter | ||||||
| Tool Diameter (mm) | 4,000 | 7,001 | 10,001 | |||
| 2 x ap | min | max | min | max | min | max |
| mm | 0,20 | 0,30 | 0,20 | 0,30 | 0,20 | 0,40 |
| Material | Cutting Speed | Recommended feed per tooth (fz = mm/th) | |||||||||
| Range | |||||||||||
| Min | Starting Value | Max | Tool Diameter | 4,000 | 7,001 | 10,001 | |||||
| Feed/Tooth | Min | Max | Min | Max | Min | Max | |||||
| P | 1 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 |
| 2 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 3 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 4 | 80 | 120 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 5 | 20 | 40 | 60 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| 6 | 20 | 40 | 60 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| M | 1 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 |
| 2 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| 3 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| K | 1 | 80 | 160 | 240 | mm/z | 0,06 | 0,15 | 0,08 | 0,20 | 0,08 | 0,20 |
| 2 | 80 | 140 | 200 | mm/z | 0,06 | 0,15 | 0,08 | 0,20 | 0,08 | 0,20 | |
| 3 | 60 | 90 | 120 | mm/z | 0,06 | 0,15 | 0,08 | 0,15 | 0,08 | 0,15 | |
| S | 1 | 15 | 20 | 30 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 |
| 2 | 15 | 20 | 30 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |
| 3 | 20 | 30 | 40 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |
| 4 | 20 | 30 | 40 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |