



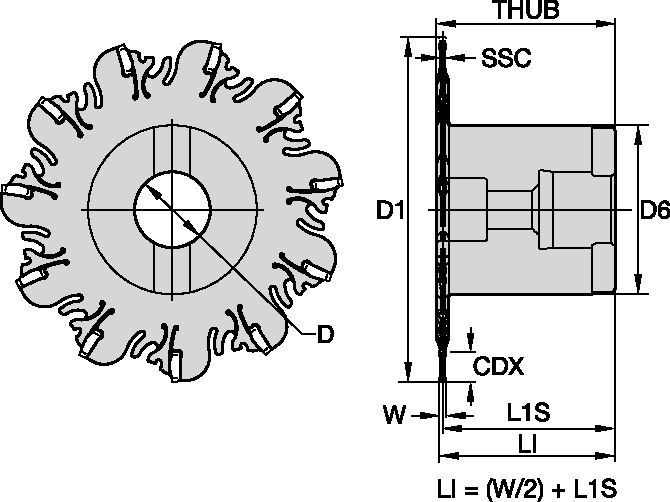
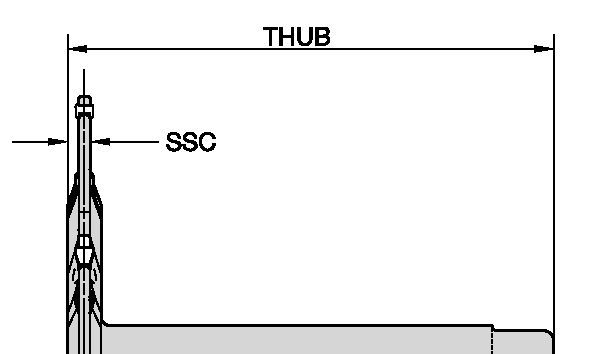
KNS® Kanal açma frezesi • Güçlendirilmiş gövde• Kovan bağlantılı • Metrik
KNS® Kanal açma frezesi • Güçlendirilmiş gövde• Kovan bağlantılı
Özellikler ve avantajlar
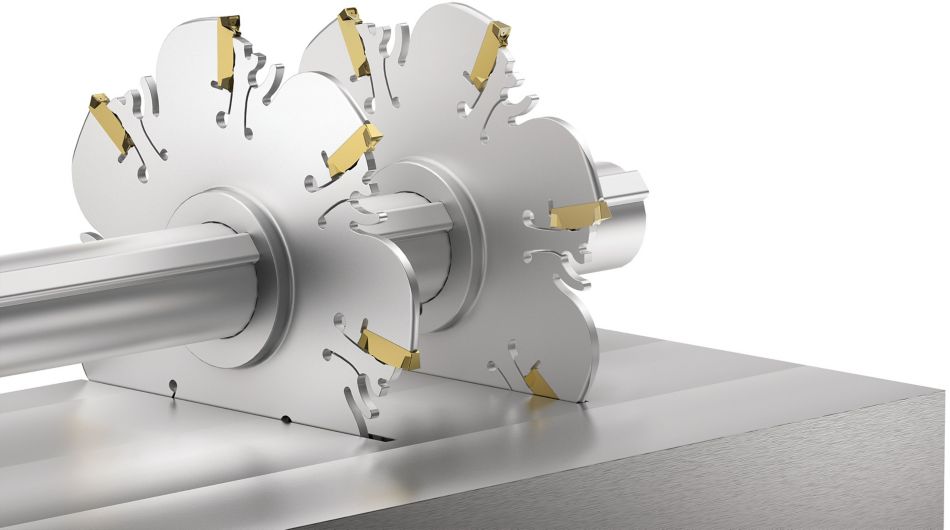
- Grup halinde kanal açma uygulamaları için çift kamalı tutucu flanş tasarımı.
- Yumuşak işlemeden ağır işlemeye kadar olan pozitif SGP talaş kırıcı geometri düz hassas kesme eylemi ve verimli talaş boşalması sağlar.
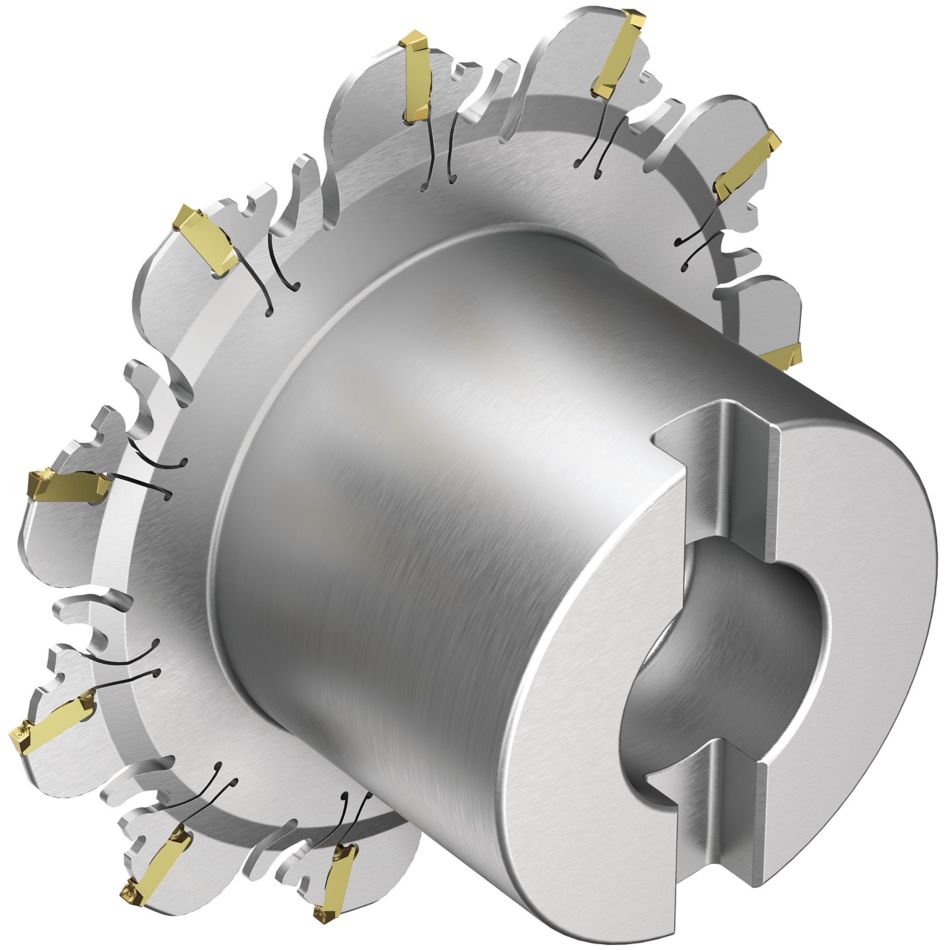
- Kesici uç ve kesici uç yuvasının çift V tasarımı, kesici ucu güvenilirlikli bir şekilde yerinde tutar ve radyal salgıyı en aza indirir.
- Eşsiz, kendinden bağlamalı bir düzenek kesici ucun kolay değiştirilmesini sağlar.
- Kovan bağlantılı tip, güçlendirilmiş freze gövdesi.
Kullanım ve uygulama alanları
100055043
Slotting: Side
Side Milling/Shoulder Milling: Bottom Shouldering
 <="" td="">
<="" td="">