
B105 (~5 x D) • K10/KC7210 • A-Şaft • TF Matkaplar
TF Matkaplar • Yüksek talaş kaldırma oranları • Dıştan soğutmalı
Özellikler ve avantajlar
- Gri dökme demir, dövülgen sünek (düktil) demir ve alüminyum gibi kısa talaş veren malzemelerle birlikte kısa delik titanyum uygulamalarında yüksek talaş kaldırma oranları ve mükemmel delik kalitesi sağlayan, dıştan soğutmalı TF Matkaplar.
- İki kesme kenarlı matkaplara göre daha yüksek ilerleme oranları sağlamak için üç kesme kenarlı, malzemeye özel SC Matkap.
- Hızlı talaş boşaltma için üç geniş kanala sahiptir.
- Üç adet kenar boşluğu zırhları iki kanallı matkaplardan daha iyi delik kalitesi ve dik doğruluk sağlar.
- Yüksek hızlarda daha fazla aşınma direnci sağlayan, TiAlN Kaplamalı KC7210™ Kalitesi.
- Kaplamasız K10™ Kalitesi, alüminyum ve ısıl dirençli alaşımları delmede kesme kenarında talaş yapışmasını önlemeye yardımcı olur.
Kullanım ve uygulama alanları
Drilling
Drilling: Inclined Exit
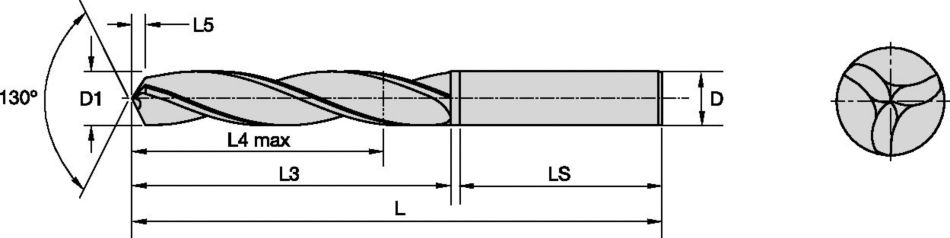
Tool Dimensions: 3flute/3margin/no cool
DIN number 6535
DIN number 6537
Flood Coolant: Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling Depth: 5x
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" /> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />